| Titel: | Krupp's patentirte Eisenbahnwagen-Reifen. |
| Fundstelle: | Band 130, Jahrgang 1853, Nr. XCVII., S. 404 |
| Download: | XML |
XCVII.
Krupp's patentirte
Eisenbahnwagen-Reifen.
Aus dem Mechanics' Magazine, 1853, Nr.
1570.
Mit Abbildungen auf Tab.
VI.
Krupp's Eisenbahnwagen-Reifen.
Nur wenige Theile der Eisenbahnmaschinerie sind mehr berücksichtigt und abgeändert
worden als die Wagenräder; allein bis jetzt sind alle Constructionsarten noch nicht
von der Art gewesen, um das Lostrennen der Reife von den Radkränzen, als Folge einer
mangelhaften Schweißung, zu verhindern.
So vollkommen die Schweißung auch seyn mag, wenn das Rad aus der Werkstatt kommt, so
haben wir doch durchaus keine Gewähr für ihre Dauer. Unter den günstigsten
Verhältnissen des Materials und der Arbeit wird dieß so lange der Fall bleiben, als
die Spurkränze der Locomotiven- und Eisenbahnwagen-Räder nach dem bis
jetzt gebräuchlichen Verfahren angefertigt werden, d.h. eine Schweißstelle haben. Es
steht fest, daß die Mängel im Constructions-Princip liegen und daß dieses
also geändert werden muß, ehe wir darauf rechnen dürfen, alle Gefahren, die hieraus
entstehen, entfernt zu sehen.
Der Gußstahlfabrikant Krupp zu Essen in der preuß.
Rheinprovinz scheint uns diesen Umstand gehörig gewürdigt zu haben, und wir sind
überzeugt, daß die Anwendung seines Verfahrens sich in der Praxis als vollkommen
zweckmäßig erweisen wird. Er nimmt einen massiven Gußstahl-Stab, öffnet ihn
oder hauet ihn auseinander, dehnt ihn aus und bildet einen Spurkranz (tyre) daraus, der keine Schweißnaht hat. In seinem
Patent (vom 17. Decbr. 1852) beschreibt er zwei Verfahrungsarten, die eine nennt er
das „Schmieden“ und die andere das
„Walzen“. Wir wollen hier das Verfahren beim Schmieden im
Allgemeinen beschreiben.
Da zur Anfertigung eines guten und vollkommenen Spurkranzes erforderlich ist, daß der
Gußstahl dicht und frei von Blasen oder Poren sey, so muß das obere Ende des
Gußstücks weggehauen werden, indem dasselbe stets undicht ist. Für gewöhnliche
Spurkränze für Eisenbahnwagenräder gießt Hr. Krupp Stäbe von 8 bis 10 Zoll im Quadrat und von
hinreichender Länge. Die Hauptsache bei dem fertigen Reif ist Dichtigkeit und
Zähigkeit, welche man bekanntlich durch Schmieden und Walzen des Gußstahls
erlangt.
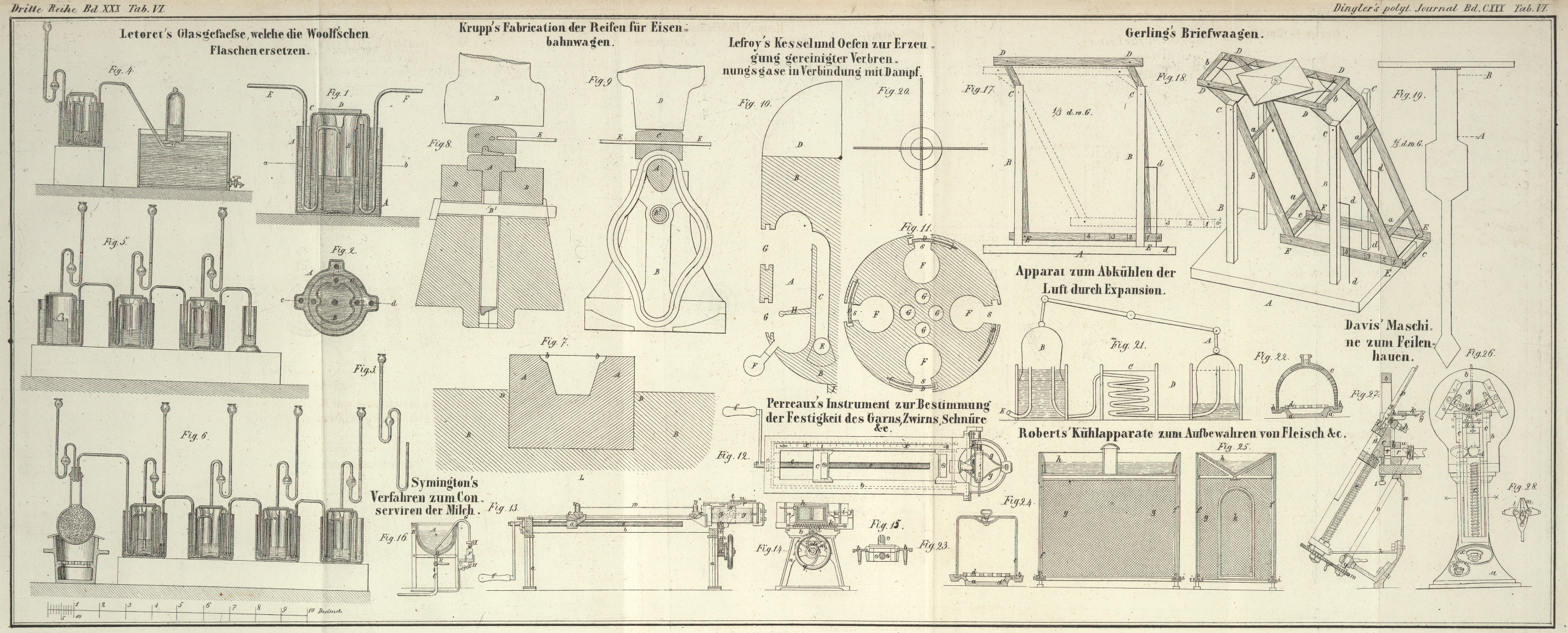
Das Gußstück ist ein Stab mit runden Enden. Fig. 8 stellt den Amboß
dar, mittelst dessen dem Stabe eine vorläufige Form gegeben wird. A ist der Amboß, der auf einem schweren Block von
Gußeisen B so liegt, daß er in der Vertiefung a, a vor- und zurückgeschoben werden kann, damit
jeder Theil des Gußstahl-Stabes unter die Hammerbahn kommt. Die Spurkränze
des Tyre werden aus dem obern Theil des Stahls gebildet, indem derselbe durch die
Hammerschläge in den vertieften Amboß getrieben wird, bis er die an den Rändern
befindlichen Vertiefungen b, b ausfüllt, indem die Höhe
der rohen Gußstahlstäbe hinreicht, um das ganze Amboßgesenk auszufüllen. Durch
dieses Schmieden wird die Höhe der Stäbe auf etwa 5 1/4 Zoll vermindert, welches
etwa die Breite des vollendeten Tyre ist. Die Form und Größe des Spurkranzes hängt
von der Tiefe der Theile b, b des Gesenkes ab und es
können diese Theile, sowie das ganze Gesenk, zu den verschiedenen Arten von Tyres
verschiedene Form und Größe haben.
Nachdem die Stäbe auf diese Weise vorläufig ausgeschmiedet worden sind, wird in jedes
ihrer beiden runden Enden ein etwa zwei Zoll im Durchmesser haltendes Loch gebohrt,
oder während der Stab noch heiß ist, durchgehauen. Alsdann wird der Stab zwischen
diesen Löchern mittelst einer gewöhnlichen Stoßmaschine oder einer Kreissäge in der
Längenrichtung durchgeschnitten und in zwei gleiche Theile getheilt. Der Stab kann
alsdann geöffnet und in die kreisförmige Gestalt gebracht werden, welche zur Bildung
des Tyre nothwendig ist. Zuerst werden die runden Enden bis auf ungefähr 6 bis 8
Zoll geöffnet, was man durch runde Keile bewirkt, die durch Hämmern oder Druck
eingetrieben werden, während der Stab in Gluth befindlich ist.
Die in den runden Löchern gebliebenen Ecken müssen zunächst in eine Curve verwandelt
werden, welche der äußern des Reifs entspricht, so daß, nachdem der Stab geöffnet
worden ist, seine innere Fläche glatt und eben ist. Nun wird der Stab wieder gewärmt
und es werden Keile in die Oeffnung getrieben, um dieselbe weiter zu machen. Der
Stab ist nun soweit fertig, um zur Ziehmaschine gebracht zu werden. Beim Ziehen muß
man den Stab von Zeit zu Zeit zu einem andern Amboß bringen, wie er in den Figuren 9 und
10
dargestellt ist, um den Stahl zu verdichten und zusammen zu pressen, während seine
Oberfläche stets glatt erhalten wird. Nachdem die Seiten des Stabes soweit als
erforderlich ausgedehnt worden sind, gelangt der in einen Kranz verwandelte Stab zu
dem erwähnten Amboß, der folgende Einrichtung hat. A ist
der Amboß, welcher auf einem starken Gerüst B, B liegt.
Zwischen beiden Theilen des Gerüstes ist ein Raum welcher den Kranz aufnimmt, so daß
er auf den Amboß gehängt
werden kann. B' ist ein starker Bolzen mit Keil, der
durch beide Theile des Gerüstes B, B geht und dieselben
fest zusammenhängt. Sobald ein Reif auf den Amboß gebracht, oder von demselben
weggenommen werden soll, muß der Bolzen auch herausgezogen werden. C ist ein Werkzeug, dessen untere Fläche ein Gesenk von
der Form des Tyre hat, während auf die obere Fläche die Bahn des Hammers D fällt. E, E sind Stäbe an
dem Werkzeuge (Gesenk) C, um dasselbe zu handhaben und
an den nöthigen Punkten festzuhalten. Durch die auf den Obertheil des Gesenkes
geführten Schläge eines Stempel- oder Dampfhammers wird dem Kranz überall
gleiche Form und Dicke und die vollständige kreisrunde Gestalt ertheilt. Nachdem nun
dieser Theil der Bearbeitung des Tyre vollendet ist, wird er horizontal auf den
Amboß gelegt und ebenfalls überschmiedet, um die Kanten abzurichten und zu
schlichten. Um aber eine vollkommene Rundung zu bewirken, ehe die Tyres zum Abdrehen
auf die Drehbank gelangen, werden sie auf eine Maschine gebracht, wie solche bei
Anfertigung schmiedeiserner Räder gebräuchlich ist.
Endlich wird der Tyre auf eine Scheibendrehbank gebracht, welche besonders dazu
eingerichtet ist, und abgedreht.
Tafeln