| Titel: | Ueber Einlege-Maschinen zur Zündwaarenfabrication; von Wladimir Jettel. |
| Autor: | Wladimir Jettel [GND] |
| Fundstelle: | Band 193, Jahrgang 1869, Nr. XCVIII., S. 369 |
| Download: | XML |
XCVIII.
Ueber Einlege-Maschinen zur
Zündwaarenfabrication; von Wladimir Jettel.
Mit Abbildungen auf Tab.
VII.
Jettel, über Einlege-Maschinen zur
Zündwaarenfabrication.
Eine der wichtigsten Manipulationen im Betrieb der Zündwaarenfabrication ist das
Legen der Hölzchen in Rahmen, in welchen sie nachher in Schwefel etc. getunkt sowie
getrocknet werden.
Der Wichtigkeit jener Arbeit, schlechtweg „Einlegen“ genannt,
entsprechen die vielfachen Bestrebungen von Fabrikanten und Fachmännern, Maschinen
für diesen Zweck zu construiren, um einerseits Billigkeit der Arbeit, andererseits
Massenproduction selbst bei theilweisem Mangel an Arbeitskraft zu erzielen. Das
Problem wurde in neuester Zeit in ziemlich vollkommener Weise gelöst und soll ein
Vergleich der hauptsächlichsten Arten der Einlegemaschinen unter einander und mit
Handarbeit der Zweck des Nachfolgenden seyn.
Die durch Maschinen oder Handarbeit gelieferten Holzdrähte von 10–48 Zoll
Länge müssen auf die einfache Länge von circa 2 Zoll
geschnitten werden. Dieß geschieht mit Hülfe einfach construirter Schneidmesser, zu
deren Bedienung zwei Arbeiter gehören. Nur bei der Fabrication der Wachszündlichte
(wie in Marseille, Lyon, Asti) tritt eine Modification ein, indem hierbei das
Schneiden der Wachsfäden unmittelbar mit dem Einlegen derselben in die Tunkrahmen
eine Operation bildet.
Die Schneidmesser haben sich in ihrer ersten einfachen Construction fast unverändert
erhalten, und Versuche, dieselben umzuändern, d.h. mehr selbstthätig und
praktischer herzustellen, scheiterten unseres Wissens immer.
Die Leistung der einfachen Schneidklinge ist, wenn sie von einem geübten Arbeiter
bedient wird, 2–2 1/2 Millionen, ein Quantum, welches in vielen Fällen für
die tägliche Erzeugung ausreicht. Der Construction einer selbstthätigen Maschine
stellt sich als Schwierigkeit der große Vorschub von circa 2 Zoll entgegen, sowie eine Vorrichtung um die Hölzchen nach dem
Schnitt geordnet zusammen zu halten. Diese zwei Bedingungen würden die Maschine sehr
complicirt machen, daher vertheuern und dieselbe wäre dann in Fällen, wo keine
Betriebskraft vorhanden, auch nicht anwendbar.
Das Einlegen der geschnittenen Hölzer ist fast nur noch in ganz kleinen Fabriken auf
Handarbeit beschränkt.
Die Tunkrahmen sind Gestelle von Holz oder Eisen, zwischen denen dünne Bretchen
liegen, welche die einzelnen dazwischen gelegten Hölzchenreihen auseinanderhalten.
Die Größe der Rahmen hängt von der Art des Einlegens ab und sind die
gebräuchlichsten Dimensionen:
a für Handarbeit mit 25 – 30 Bretchen à 50 = 1250 – 1500 Hölzchen,
b für für kleine Einlege-Apparate mit 30 –
35 Bretchen à 60 = 1800 – 2100
Hölzchen,
c für für große Einlege-Apparate mit 45 Bretchen
à 50 = 2250 Hölzchen,
d für für Einlege-Apparate mit 50 – 56
Bretchen à 100 = 5000 – 5600 Hölzchen.
a sind die Nahmen der Sebold'schen, d die der in Frankreich, der Schweiz
etc. gebräuchlichen Einlege-Maschinen.
a und b unterscheiden sich
von den letzten außer in der Größe noch dadurch, daß die einzelnen Bretchen mit
Riesen versehen und auf der Rückseite mit Tuchstreifen beklebt sind. Letztere sind
erforderlich, um bei der schwachen Pression der Nahmen die Hölzchen am Herausfallen
oder Verschieben – wodurch bei dem nachherigen Tunken Doppelköpfe gebildet
würden – zu verhindern. Bei den zwei letztangeführten Maschinen findet eine
kräftige Schrauben- oder Hebelpressung statt, durch welche die Hölzchen auch
ohne Riesen und Tuchbelag festgehalten werden.
Bedingungen für richtiges Einlegen sind: Die Hölzchen müssen möglichst fest zwischen
den Latten und deren Enden auf einer Seite der Rahmen in einer Ebene liegen; ferner
dürfen nie Doppelhölzer gelegt werden und die Hölzchen müssen sich, nachdem sie
getunkt und getrocknet sind, leicht aus den Rahmen entfernen lassen, ohne daß diese
große Abnutzung erleiden.
Allen diesen Bedingungen wird beim Einlegen mit der Hand entsprochen; doch kann
trotzdem diese Methode wegen ihrer Kostspieligkeit nicht mehr angewendet werden. Man
bezahlt durchschnittlich für das Einlegen von 10–12 Rahmen à 1200 Hölzchen mit der Hand einen Silbergroschen, somit pro Million (voll), wozu circa 830 Rahmen gehören, 2 Thlr. 23 Sgr. – eine bei den jetzigen
Preisverhältnissen der fertigen Waare unerschwingliche Auslage.
Die kleinen Einleg-Apparate für die sub b
angeführten, sowie die großen Einlege-Maschinen für die Rahmen zu 5000 und
5600 Hölzchen sind nach gleichem Princip construirt, weßhalb ich bloß letztere als
die vollkommenere Art speciell besprechen will.
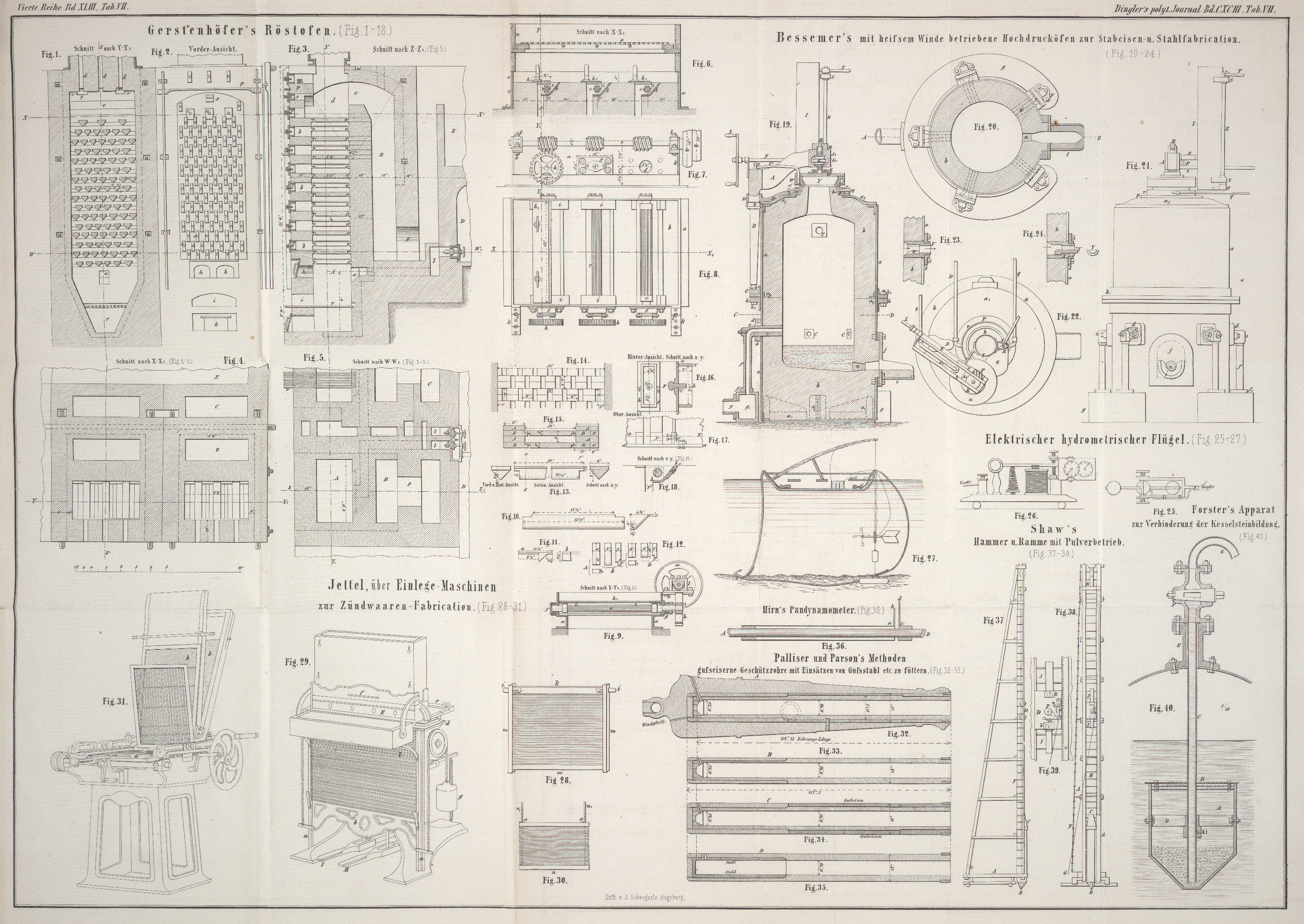
Die Rahmen für diese Maschine bestehen aus dem eisernen Gestell m, m, m, Fig. 28, dessen Theile
aus Façoneisen zusammengenietet sind. Die Bretchen haben an den Enden einen
zapfenähnlichen Ausschnitt, mit welchem sie zwischen den coulissenartigen Theilen
des Gestelles liegen. Gegen das obere Ende zu ist letzteres mit Schlitzen versehen,
durch welche beim Verschluß des Rahmens die an dem Querstück k befindlichen Riegel i, i geschoben werden.
Die Nahmen haben leer, d. i. ohne Bretchen und Hölzchen ein Gewicht von circa 5 3/4 Pfd., mit letzteren gefüllt von circa 12–13 Pfd.
Die Manipulation des Einlegens an der Maschine, Fig. 29, ist
folgende:
Der leere eiserne Rahmen wird auf den in Führungen (a, a)
gehenden, durch die Gewichte g balancirten Theil b aufgesetzt. Die geschnittenen Hölzer liegen geordnet
in dem Kasten c, aus welchem sie, wenn dessen Boden
entfernt wird, bis auf die geriefte Platte d gelangen
können. Durch das Rütteln des beweglichen Kastens E,
dessen vordere Seite mit einer steifen Bürste versehen, fallen die Hölzchen in die
Canäle der Platte d. Nachdem nun in den eisernen Nahmen
ein Bretchen gelegt wurde, wird durch den Tritt I der Kasten E und mit ihm die Hölzchen gerüttelt, worauf diese mit dem Rechen r – den der Fußtritt II in Bewegung setzt
– auf das vor der Canalplatte liegende Bretchen gestoßen werden. Dieß
wiederholt sich, bis der Rahmen voll geworden, d.h. 50–55 Bretchen aufgelegt
sind. Hierauf wird bei f ein Winkelhebel eingesetzt, mit
diesem der eiserne Schlußtheil k niedergepreßt, die
Riegel i zum Einklinken gebracht und die Hölzchen
dadurch im Nahmen befestigt. Damit sich diese, so lange sie lose zwischen den
Bretchen liegen, nicht verschieben können, gehen sie zwischen den vorstehenden
Leisten der Canalplatte l, so daß die Dicke dieser
Leisten die geringste Entfernung zweier Hölzchen von einander bestimmt.
Vor Allem muß beim Arbeiten an dieser Maschine darauf gesehen werden, daß in dem
Rüttelkasten E nie Hölzchen quer liegen, da solche
verhindern daß sich die Canäle in der Platte d füllen
und der Nahmen dann viel
leere Stellen enthält. Ferner dürfen die Drähte des Rechens nie verbogen seyn und
müssen in Folge der raschen Abnutzung öfters durch neue ersetzt werden. Im ersteren
Falle kommen doppelte Hölzer, da die aufwärts stehende Spitze des Drahtes außer dem
im Canale liegenden Hölzchen auch noch das darüber liegende erfaßt und durch Reibung
mit herausführt, oder aber es gehen viele Drähte leer, d.h. sie stoßen gar keine
Hölzchen heraus, wenn sie sich durch den Gebrauch dünn geschliffen haben und mit den
feinen Spitzen zwischen den Hölzchen durchdringen.
Die Hebelpressung ist ferner nicht genügend stark, um z.B. in dem Falle wo der
Arbeiter 2–3 Bretchen mehr auflegt, die Riegel an dem Rahmenverschlußstücke
zum Einklinken zu bringen. Die vorstehenden Leisten der Canalplatte l sollen ferner nicht zu dünn seyn, weil dann die
Hölzchen zu nahe an einander stehen und dadurch, sobald beim Tunken in Phosphormasse
etwas stärkere Köpfe entstehen, Doppelhölzer gebildet werden. Der Effect der
Maschine wäre größer, wenn bei denselben Dimensionen des Rahmens etwa 90 statt 100
Hölzchen auf eine Latte zu liegen kämen, wodurch die Entfernungen von einander
genügend groß würden, um selbst bei schiefer Lage Doppelhölzer sicher zu
vermeiden.
Vortheilhaft an der Maschine ist die Leichtigkeit und Einfachheit der Manipulation,
wodurch der Arbeiter schnell in den Stand gesetzt ist, auf Accord eingehen zu können
und beim Abgang geübter Leute schnell wieder Ersatz gefunden werden kann. Dagegen
ist das Auseinandernehmen und Entleeren der fertigen Rahmen schwieriger und ist dazu
eine Maschine fast unbedingt nothwendig.
Die Construction der Sebold'schen Einlege-Maschinen
basirt auf dem Princip, die Hölzchen nicht reihenweise nach einander, sondern den
ganzen Rahmen auf einmal voll zu legen. Letztere, Fig. 30, bestehen aus
einem hölzernen Querstücke n mit daraufgeschraubten
eisernen Säulen n', n', die gegen das obere Ende zu mit
einigen Löchern versehen sind, durch welche beim Schlusse des Rahmens die eisernen
Stifte o, o gesteckt werden. Der Rahmen a, Fig. 31, wird, nachdem er
in die Maschine gelegt, auf eine äußerst sinnreiche Weise so geöffnet, daß zwischen
je zwei Latten offener Raum bleibt, in welchen die, in dem Kasten (b) befindlichen Hölzchen durch eine 5 – 6malige
Kurbeldrehung fallen, worauf der Rahmen geschlossen, durch die Schraube (c) festgesetzt und durch Vorstecken der Stifte o, o (Fig. 30) befestigt wird.
Diese gesammten Manipulationen dauern nicht länger als eine Minute pro Rahmen, so daß auf einer Maschine in 10 Stunden 550
– 600 Rahmen eingelegt werden.
Vortheilhaft an der Maschine ist die starke Pressung der Nahmen. Die Hölzchen liegen,
trotzdem die Bretchen ohne Tuchstreifen etc., unverrückbar fest und auf der
Tunkseite vollkommen in einer Ebene, so daß jedes nachherige Klopfen oder Pressen
unnöthig ist. Ferner werden selbst bei schiefer Stellung der Hölzchen – wegen
deren großer Entfernung von einander – nie Doppelköpfe gebildet. Sind die
Hölzchen nicht gar zu rauh und unegal, so bleiben selten mehr als 20 – 25
Stellen im Rahmen leer und der starken Pression wegen entsteht auch beim nachherigen
Schwefeln und Tunken kein weiterer Abfall. Ein weiterer Vortheil liegt darin, daß
die Rahmen beim Entleeren, resp. Ausnehmen nie auseinander genommen werden, demnach
keine Bretchen gebrochen und verloren gehen können, wie dieß bei allen anderen nur
zu sehr der Fall ist.
Der Nachtheil, den einige Fabrikanten finden wollen, daß die Hölzchen durch die
starke Pressung eingekerbt werden und beim Anstreifen leichter brechen sollen, ist
zu geringfügig und unbedeutend, und wiegt noch nicht einen der Vortheile dieser
Maschinen auf. Ueberdieß ist es gar nicht nothwendig, eine so starke Pression
auszuüben, daß der erwähnte Uebelstand eintreten kann.
Die Einlege-Maschinen von G. Sebold haben sich
beispiellos rasch allseitig Anerkennung verschafft (dem Vernehmen nach sind schon
über 300 Exemplare aus dieser Fabrik hervorgegangen), und verdrängen immer mehr die
Maschinen anderer Systeme, gewiß der beste Beweis für deren Vorzüglichkeit. –
Noch vollkommener wird dieß der Fall seyn, wenn auch die von dem Fabrikanten dieser
Maschinen in Ausführung befindliche Auslege-Maschine in die Praxis treten und
dadurch die große Lücke im Betrieb der Zündwaarenfabrication, welche sich bisher
noch überall geltend machte, ausfüllen wird.Einer Mittheilung des Herrn G. Sebold zu Folge ist
die Auslege-Maschine bereits vollendet und leistet Vorzügliches, da
sie täglich 2 – 2 1/2 Millionen, d. i. 11 – 1200 Rahmen
auslegt, ohne daß auch nur ein Hölzchen verbrennen kann.
Nachstehende Calculation und Aufstellung der Capitalsanlage mag Praktikern einen
weiteren Anhalt zur Beurtheilung der Maschinen geben:
Handarbeiterinnen zahlt man
in der Regel
pro 10 Rahmen à 1800
Hölzchen einen Sgr., somit
für 1 Million (d.h. eine volle Million und vom
Abfall etc. vorläufig abstrahirt), wozu 500
Rahmen
nöthig sind
1 Thlr.
25 Sgr.
6 Pf.
Mit kleinen
Einleg-Apparaten stellt es sich
etwas billiger, da mit deren Hülfe die Arbeiterin
im Stande ist circa 170 –
180 Rahmen pro Tag
einzulegen. Demzufolge ist der Accordsatz ein
niederer und zwar 15 – 16 Rahmen für 1 Sgr.
macht
für obiges Quantum
1 Thlr.
7 Sgr.
6 Pf.
Mit der
großen Einlegemaschine I legt eine
Arbeiterin 100 – 110 Nahmen à 5000 Hölzchen
pro Tag ein. Accordsatz: 12
Rahmen – 1 Sgr.
macht pro 200 Rahmen = 1
Million
16 „
8 „
Mit der Sebold'schen Maschine II legt ein
Arbeiter 550 – 600 Rahmen à 2200 Hölzchen pro
Tag ein; Accordsatz: 25 Rahmen = 1 Sgr., somit
pro 455 Rahmen = 1 Million
18 Sgr.
Da jedoch in jedem Nahmen Hölzchen fehlen, so braucht man zur Erreichung des Quantums
von einer Million mehr Rahmen als eben angenommen, etwa 560 statt 555 à 1800 Hölzchen: 216 – 220 statt 200
Rahmen à 5000 Hölzchen u.s.w., wodurch sich die
Kosten der Arbeit entsprechend erhöhen. Dieser Ausfall beträgt
bei
Rahmen
a
circa
1/2 – 3/4 Proc.
„
„
b
„
2 – 2 1/2 „
„
„
c
„
7 –
8 „
„
„
d
„
1 – 1 1/2 „
Es stellen sich demnach in Wirklichkeit die Arbeitslöhne für das Einlegen von einer
Million Hölzchen in Nahmen je nach den vier angeführten Systemen auf:
1 Thlr. 26 Sgr. – 1 Thlr. 7 Sgr. 10 Pf. – 18 Sgr. 3
Pf. – 18 Sgr. 3 Pf.
Dieser Aufstellung nach erscheinen die beiden letzten Systeme gleich billig; in der
Praxis ist dieß aber anders, weil späterhin noch der Verlust beim Tunken in Schwefel
und Phosphor in Rechnung zu ziehen, und dieser bei c
ungefähr 5 – 6mal größer ist als bei den Sebold'schen Nahmen. Dieser Verlust ist um so empfindlicher, als darunter die
Productionsmenge leidet, indem der Arbeiter viel Zeit mit dem Herausfischen der aus
den Rahmen in die Phosphormasse gefallenen Hölzchen verliert, daher in einer
bestimmten Zeit weniger tunken kann, und dieß andererseits beträchtliche Verluste an
Phosphormasse, Schwefel und Holzdraht herbeiführt.
Außerdem spricht die Capitalsanlage noch wesentlich mit, und diese beträgt bei den
Maschinen I mehr als das Doppelte der Sebold'schen. Von
letzteren kostet
eine Einlege-Maschine complett
350 Thlr.
dazu 250 Stück Tunkrahmen à 20 Sgr.
166 Thlr.
–––––––
somit in Summa
516 Thlr.
Um in derselben Zeit ein gleiches Quantum zu erzeugen, sind von Maschinen der Art I
zwei Stück nothwendig; diese kosten:
2 Maschinen à 300
Thlr
600 Thlr.
100 Stück Rahmen à 2 1/3
Thlr.
230 „
–––––––
in Summa
830 Thlr.
Dazu kommt noch, daß für diese großen schweren Rahmen unbedingt eiserne Ständer in
den Trockenkammern angewendet werden müssen, welche einen bedeutenden
Capitalsaufwand verursachen. Gewiß ist also obige Behauptung bezüglich des
Kostenpunktes der Anlage gerechtfertigt.
Tafeln