| Titel: | Presse zur Fabrication der Wachskerzen, von Gebr. Rieß. |
| Fundstelle: | Band 198, Jahrgang 1870, Nr. XCI., S. 378 |
| Download: | XML |
XCI.
Presse zur Fabrication der Wachskerzen, von Gebr.
Rieß.
Mit einer Abbildung auf Tab. VII.
Gebr. Rieß, Presse zur Fabrication von Wachskerzen.
Die Fabrication von Wachskerzen und Wachszügen mittelst dieser neuen Presse
(patentirt in Bayern am 15. August 1868)
wird in folgender Weise bewerkstelligt: Die zu verwendenden Wachsklumpen müssen eine
solche Größe haben, daß sie leicht und ohne Umstände in den Preßcylinder geschoben
werden können, zu welchem Behufe das Wachs in passende Blechgefäße gegossen wird,
von wo es nach gehöriger Abkühlung in weichem, knetbarem Zustande als Klumpen in den
Preßcylinder eingeschoben und durch einen Kolben gepreßt wird. Während der Pressung
wird durch eingeleiteten Dampf der Cylindermantel, der Deckel und das Mundstück vor
Abkühlung geschützt, damit die Wachsmasse fortwährend die dem Processe angemessene
weiche Consistenz behalte.
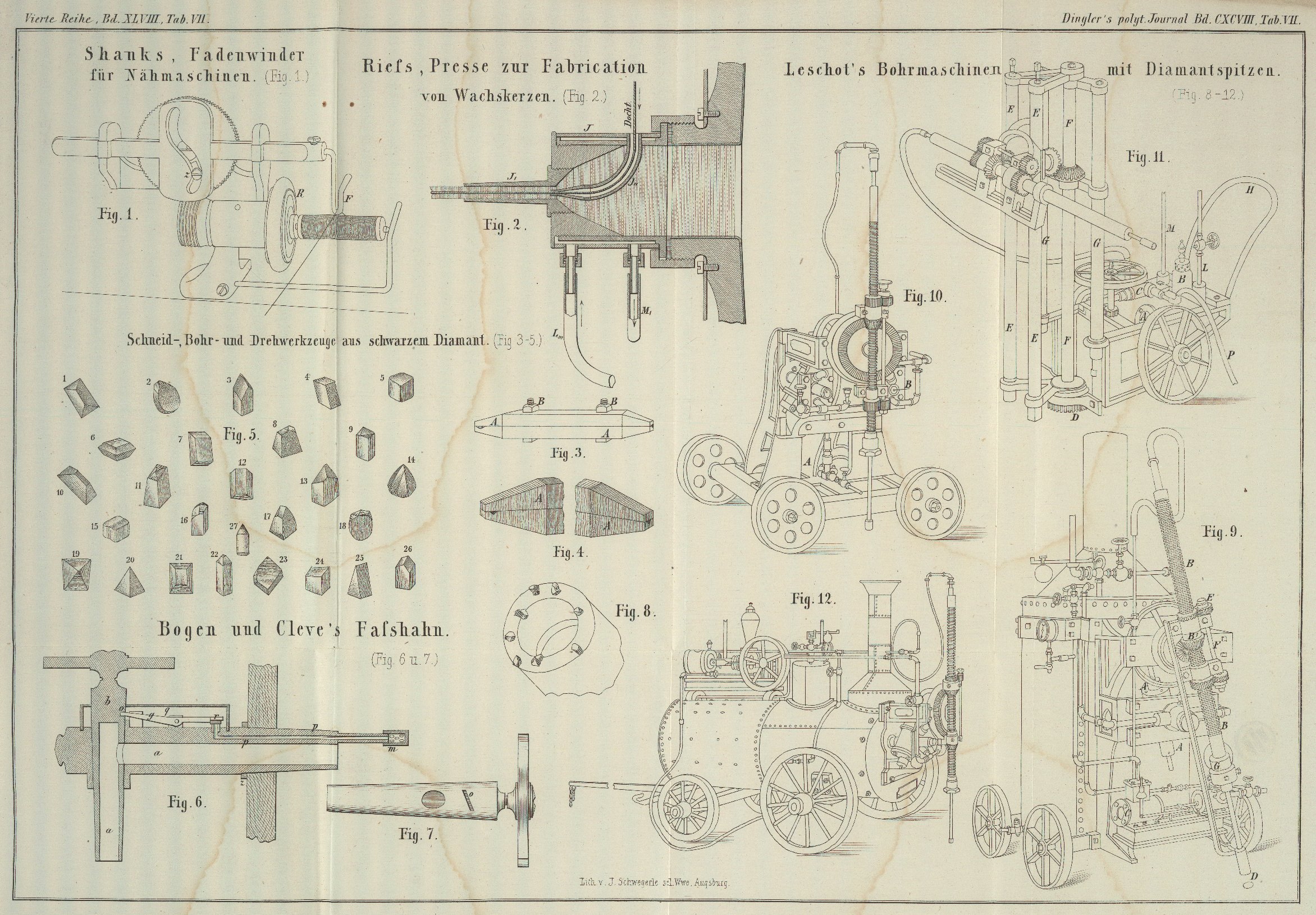
Durch das Rohr J₁₁, Figur 2, wird der
Kerzendocht so eingeführt, daß er an der Spitze des Rohres von der in Bewegung
begriffenen Wachsmasse erfaßt und genau concentrisch umschlossen wird, um
gleichzeitig mit letzterer durch die etwas conische Mundspitze J₁ als fertig gebildeter Kerzenstrang
auszutreten. Letzterer läuft über eine Leitrolle, welche zur Verhinderung des
Anhaftens von Wachs in Wasser läuft, direct in kaltes Wasser wo er erhärtet.
Eine Anzahl von Mundspitzen mit glatten Bohrungen von verschiedenen Weiten ist
vorhanden, um Kerzen verschiedener Dicke zu erzeugen, je nachdem man die eine oder
die andere dieser Spitzen an das Mundstück anschraubt.
Das Eigenthümliche dieser neuen Fabricationsmethode
besteht hauptsächlich in der eben beschriebenen Zuführung des Dochtes von der Seite,
in dem gekrümmten Rohre J₁₁, wie es in
Fig. 2
deutlich zu sehen ist. Das im Einmündungsstück der Spitze J₁ anfangs noch lose am Docht herumhängende Wachs wird, je weiter
dasselbe mit dem Dochte in der Spitze vorgeschoben wird, durch die nach der
Ausmündung hin enger werdende Bohrung immer fester um den Docht herum gelagert und
zeigt beim Austritte eine vollkommen runde, cylindrische und glatte Oberfläche.
Die Anwendung dieser neuen Erfindung macht es möglich, die Production auf das
Vier- bis Sechsfache derjenigen nach der alten Methode zu steigern, nach welcher der
Docht abwechselnd durch flüssiges Wachs und durch eine Lochscheibe so lange gezogen
wurde, bis der anhängende Wachskörper die verlangte Dicke erreicht hatte.
Tafeln