| Titel: | H. U.Petin und J. M.Gaudet's Fabrication der Radbandagen. |
| Fundstelle: | Band 200, Jahrgang 1871, Nr. XXII., S. 90 |
| Download: | XML |
XXII.
H. U.Petin und J. M.Gaudet's Fabrication
der Radbandagen.
Nach Engineering,
December 1870, S. 414.
Mit Abbildungen auf Tab. II.
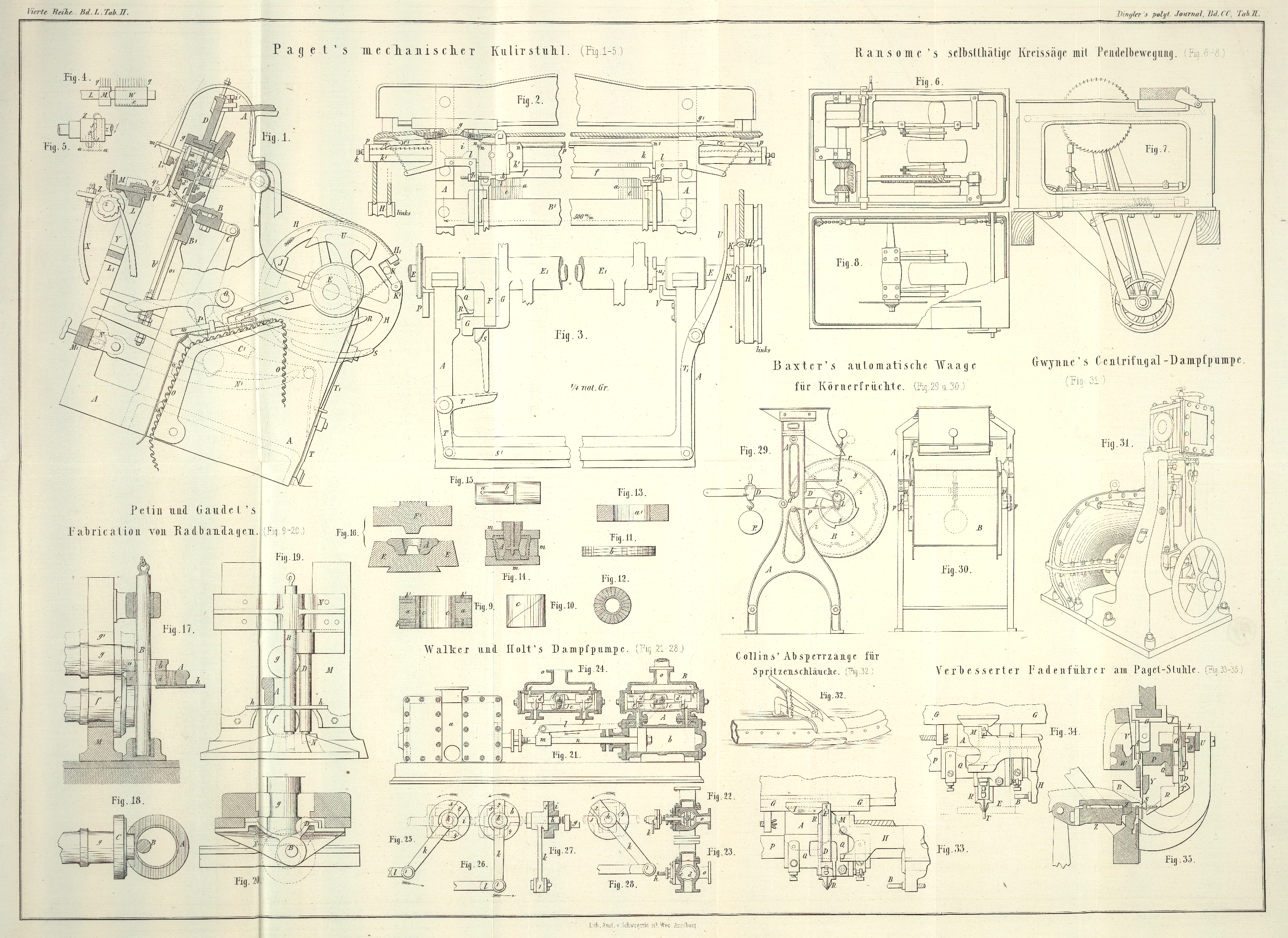
Petin und Gaudet's Fabrication der
Radbandagen.
In Figur
9–20
sind einige Methoden der Herstellung von Packeten für Radreifen
sowie zwei Anordnungen von Bandagenwalzwerken gezeichnet, welche
sich H. U. Petin und J. M. Gaudet (Theilhaber der renommirten
französischen Firma Petin, Gaudet und
Comp. in
Rive-de-Gier) kürzlich für England patentiren
ließen.
Gemäß der ersten Herstellungsart wird das Packet (Fig.
9) zusammengesetzt aus einem schmiedeeisernen kurzen
hohlen Cylinder c mit diagonaler
Schweißfuge (Fig.
10), und einer spiralförmig gewickelten
Flacheisenschiene b (Fig.
11), auf welche ein Ring a
aus Eisen oder Puddelstahl oder auch aus Gußstahl folgt. Dieser
Ring ist ohne oder mit einer schräg liegenden Schweißnaht
hergestellt.Früher wurde der Ring a aus
keilförmigen Stücken – wie in Figur 12 angezeigt ist –
zusammengesetzt. Derselbe kann auch ohne Schweißung aus
Gußstahl, wie a' in Fig. 13, oder durch Ausschmieden einer
Eisen- oder Puddelstahl-Luppe hergestellt
werden. Obenauf liegt noch der ebenfalls spiralförmig
zusammengewundene Ring b'.
Ist das Packet vollendet, so wird es schweißwarm auf die rohe
Form des Radkranzes ausgeschmiedet und gelangt sodann auf das
bekannte Walzwerk.
Auf diese Weise ist auf der Lauffläche des Rades jede ringsum
zusammenlaufende oder senkrecht über derselben liegende
Schweißfuge vermieden und die Schweißung des Ringes a aus Guß- oder Puddelstahl
mit den Eisenringen b, b' gelingt
vollkommen.
Was die Fabrication der GußstahltyresDie bekannte übliche Verfertigung solcher Radreifen
bestand darin, daß eine dicke, länglich viereckige oder
achteckige Barre zur Radstärke ausgeschmiedet und in
entsprechende Stücke zerschnitten wurde; in jedes
derselben mußten nahe den Enden zwei Löcher a, b (Figur 15) gebohrt und diese dann geeignet
durch einen geraden Spalt verbunden werden.Dieser Spalt wurde durch wiederholtes Ausdorren
aufgetrieben, der Radkranz unter dem Dampfhammer
zunächst gerundet und im Walzwerk vollendet.Nach einem anderen Verfahren gießt man einen Stahlring
A (Fig. 16) und bearbeitet denselben unter
wiederholtem Anwärmen unter einem Dampfhammer oder in
einer hydraulischen Presse in Gesenken E, E' und sodann im
Bandagenwalzwerk. betrifft, so gießen Petin und
Gaudet zunächst einen Ring A von geeigneter Dimension in den
gußeisernen Formen m, welche mit
einer dünnen Schichte von Sand ausgefüttert und zu diesem Zwecke
an den Innenflächen mit kleinen Vorsprüngen versehen sind. Die
Höhe des Gußstahlringes ist bedeutender als bei anderen
Fabricationsmethoden.
Der erhitzte Ring wird nun sofort im Vorwalzwerk bearbeitet,
welches sowohl zusammendrückend wie ausziehend wirkt. Dasselbe
ist in Fig.
17 und 18
skizziert und so angeordnet, daß es den Druck auf die
Seitenflächen des Radringes ausübt.
Das Vorwalzwerk besteht aus zwei parallelen Seitenständern, von
denen nur der eine M ersichtlich
ist, und zwei Kopfwalzen f und g, ferner einem horizontalen Tisch
h und der verticalen Walze B.
Der aus dem Ofen kommende Reif hat das Profil a b c d (Fig.
17) und die obere Walze befindet sich dabei in der
höchsten Stellung g'; die untere
bleibt unverrückt. Der auf dem Tisch ruhende Reif wird, nachdem
die verticale Walze B eingesetzt
ist, gewalzt und hierbei die obere Walze g successive niedergedrückt, wobei der Ringdurchmesser
wächst. Die Operation wird bis zur erreichten Breite des Ringes
wiederholt und sodann auf dem Fertigwalzwerk gewöhnlicher
Construction fortgesetzt.
Die Patentträger nehmen für diese Fabricationsmethode den Vorzug
in Anspruch, daß alle Arbeiten in Gesenken oder auf Dornen
gänzlich erspart werden, während durch das gleichzeitige
Comprimiren und Ausrecken eine bessere Qualität der Tyres
erreicht wird.
Das beschriebene Vorwalzwerk kann auf mancherlei Weise
Abänderungen erhalten; eine Modification, welche sowohl eine horizontale wie verticale Aufstellung zuläßt, ist in Fig.
19 und 30
angedeutet.
Der Ring C an der Walze g (Fig.
17) ist weggelassen und durch eine zweite Hülfswalze
D ersetzt, welche in den am
Ständer M befestigten Lagern N ruht. Die Walze D steht, wie zu bemerken ist, in der
Flucht der Walze f.
Tafeln