| Titel: | Frictions-Fallhammer mit Riemenbetrieb; von Albrecht Künne. |
| Fundstelle: | Band 200, Jahrgang 1871, Nr. L., S. 178 |
| Download: | XML |
L.
Frictions-Fallhammer
mit Riemenbetrieb; von Albrecht Künne.
Aus der Zeitschrift des
Vereines deutscher Ingenieure, 1870, Bd. XIV S.
751.
Mit Abbildungen auf Tab. IV.
Künne's Frictionsfallhammer mit
Riemenbetrieb.
Der in Figur
1–5 in
verschiedenen Ansichten und Details dargestellte Fallhammer mit
Riemen- und Dampfbetrieb für Prägwerke wurde von mir in
den Jahren 1865 und 1866 construirt und nach und nach weiter
verbessert, so daß derselbe sich seitdem in seiner Handhabung
den Fallhämmern mit Handbetrieb gänzlich anpaßte, letztere aber
hinsichtlich seiner Leistungsfähigkeit bedeutend übertrifft. In
meiner Silberwaarenfabrik zu Altona sind gegenwärtig fünf dieser
Hämmer mit gutem Erfolge in Betrieb. Eine kurze Andeutung über
den Gebrauch von Fallhämmern mit Handbetrieb in der Fabrication
kunstindustrieller Erzeugnisse als Mittel zum Prägen oder
Stanzen läßt sofort die bei einem Fallhammer mit
Maschinenbetrieb erforderlichen Vorrichtungen erkennen. Zum
Prägen oder Pressen von Metallplatten in Stahlstempeln, indem
man die Platte von Silber, Messing, Zink etc. mittelst eines
Kopfstempels (Patrize) in den vertieft gearbeiteten Unterstempel
(Matrize) hineindrückt, bedient man sich eines über einem Amboß
in Schienen laufenden Bären, welcher durch ein über eine Rolle
laufendes Seil oder durch einen Hebel emporgezogen wird und nach
dem Loslassen, resp. Zurückziehen des Seiles oder Hebels auf die
Patrize niederfällt. Die zu prägende Platte von Silber etc.
bedarf, wenn sie nicht durch den Schlag oder Fall des Bären zerreißen soll, einer vorläufigen Formgebung in der
Matrize, welche durch passendes Antreiben oder Nachtreiben mit
Holzhämmern erzielt wird. Ferner ist entsprechend der größeren
oder geringeren Tiefe des Ornamentes in der Matrize, welches auf
der Silberplatte hervorgebracht werden soll, ein starker oder
schwacher Schlag erforderlich. Es sind daher folgende
Anforderungen von einem Fallhammer mit Dampfbetrieb zu
erfüllen:
1) muß der Bär leicht und ohne Mitwirkung der Hand nur durch
einen leichten Druck des Fußes von dem Arbeiter auf beliebige
Höhe gehoben werden können, um einen starken oder schwachen
Schlag, ganz nach Belieben des Arbeiters, hervorzubringen;
während des Schlages hat nämlich der Arbeiter die beiden Hände
zu gebrauchen, um die Hebel anzudrücken, welche die Patrize
verhindern sich in Folge der Erschütterung zu verschieben;
2) muß der Bär durch eine leicht zu handhabende Sperrung in
beliebiger Höhe festzustellen seyn, damit der Arbeiter die auf
der Schlagfläche des Ambosses stehenden Stempel nebst Platte
bearbeiten kann, ohne Gefahr zu laufen, daß der Bär während
dieser Manipulation niederfalle;
3) muß die Sperrung selbstthätig aufhören oder sich aussetzen,
wenn der Arbeiter einen Schlag hervorbringen will;
4) muß der Bär aus der höchsten Stellung auf Wunsch des Arbeiters
leicht und ohne Schlagwirkung herabgelassen werden können,
damit, wenn auch der Bär behufs eines starken Schlages oder aus
Unachtsamkeit des Arbeiters hoch gestiegen seyn sollte, doch ein
Schlag von nur geringer Fallhöhe gegeben werden kann.
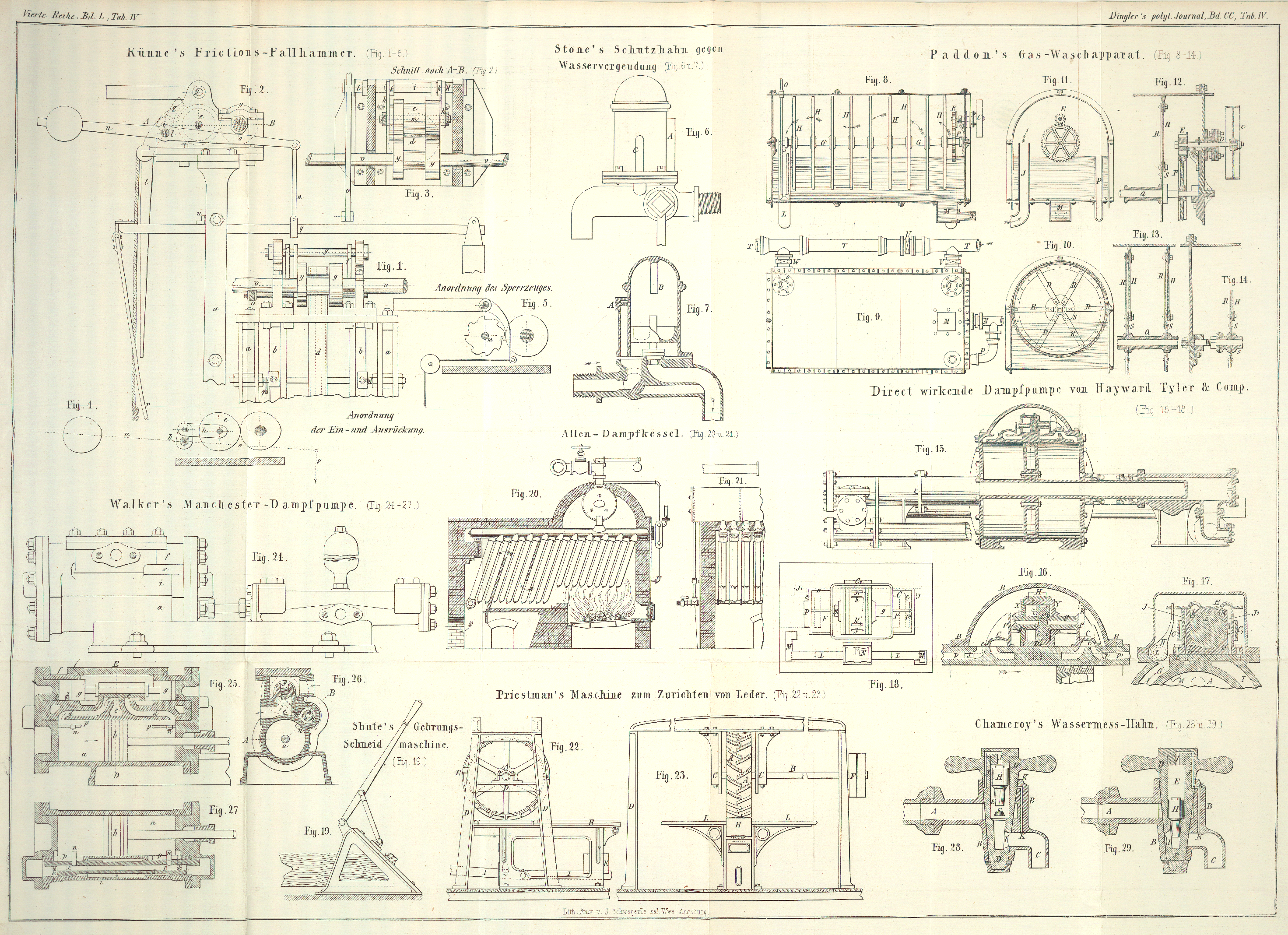
Diese sämmtlichen Vorbedingungen dürften durch den in Figur 1 bis 5
dargestellten Frictionshammer mit Riemenbetrieb vollständig
erfüllt seyn. Von diesen Abbildungen zeigt Fig. 1
den oberen Theil des Hammers in der Vorderansicht in 1/12
natürlicher Größe, Fig. 2
in der Seitenansicht und Fig. 3
einen Schnitt nach der Linie A B der
Fig.
2. Auf der kräftigen Chabotte stehen die zwei Ständer a, a, welche einmal die
Führungsschienen b, b für den Bär
halten, dann auch die Deckplatte und mit dieser den ganzen
Bewegungsmechanismus tragen. Der Antrieb geschieht von der Welle
v (Fig. 1
bis 4) aus
mittelst der Frictionsscheiben y, y,
denen zwei gleiche Scheiben in Verbindung mit der Riementrommel
e entsprechen. Letztere läuft
auf der Welle m, welche mittelst der
beiden Hängeschienen f, f an der
Welle g hängt und mit diesen um
letztere schwingen kann. Für gewöhnlich wird sie durch das auf
dem Hebel n (Fig.
2) sitzende Gegengewicht und den um die Welle 1 drehbaren
Winkelhebel k und h (Fig.
4) in einer solchen Stellung gehalten, daß sich die
entsprechenden Frictionsscheiben nicht berühren, bis durch einen
Fußtritt, welcher auf die Stange r
wirkt, und die Stangenverbindung r, q,
p und o das Gegengewicht
gehoben und dadurch die Einrückung der Frictionsscheiben bewirkt
wird. In Fig. 4
ist die Anordnung der Ein- und Ausrückung für sich
skizzirt. Der Riemen d wird nun
aufgewickelt und der Bär gehoben. Damit dieser aber nicht durch
Unachtsamkeit des Arbeiters zu hoch getrieben werden kann und
durch Anstoßen gegen die Deckplatte ein Zerreißen des Riemens
herbeiführt, ist die Querstange u an
dem Hebel q angebracht, welche,
durch den aufsteigenden Bär in die Höhe genommen, die Wirkung
des Fußtrittes aufhebt und den Bär frei macht. Dieser kann nun
entweder frei herabfallen oder, wenn nöthig, durch die in Fig. 2 angedeutete Holzbremse z mit Handgriff t, welche
auf der Welle i ihren Drehpunkt hat,
langsam herabgelassen werden. Das Arretiren des Bären endlich,
in einer beliebigen Höhe, bewirkt der auf der Welle g sitzende Sperriegel (Fig. 5), welcher mittelst eines Strickes in das an
der Riementrommel sitzende Sperrrad eingelegt wird, für
gewöhnlich aber wegen des als Gegengewicht wirkenden zweiten
Armes des Sperrkegels die Riementrommel frei läßt.
Diese Anordnung des Fallhammers mit Riemen, selbstauslösender
Arretirung und mit Bremse waren das endliche Product einer Menge
von Versuchen, die Silberplatten mit einem
Frictions-Schmiedehammer, einem sogen. Schnellhammer zu
prägen. Bei einem solchen Schnellhammer ist bekanntlich der Bär
an eine Eisenstange geschweißt und wird sammt dieser Stange
durch Frictionsrollen oder auch durch Einpressen der Stange
zwischen den Rollen gehoben. Außer dem Uebelstande, daß eine
gute Arretirung und ein Bremsen bei dem mit der Stange durch
Schweißung verbundenen Bären nicht zu erzielen war, ergab sich
aber der Hauptnachtheil, daß nach kurzem Gebrauch, etwa nach 300
Schlägen auf die harten Stahlstempel, die Stange trotz
vorzüglicher Schweißung vom Bär abbrach. Anfänglich hatte ich
eine mangelhafte Schweißung für die Ursache dieses Bruches
angesehen, wiederholte Versuche und wiederholtes Brechen der
Stange auf derselben Stelle zeigten aber, daß durch wiederholte
Schläge ein Abbruch der Stange am Bären durch Kaltbruch sich
stets in gleicher Weise einstellte. Nach diesen mißglückten
Versuchen war ich bereits dahin gekommen, auf Anwendung der
Frictionshämmer zum Prägen mit Stahlstempeln zu verzichten,
machte aber noch den Versuch, den Bären an einen Riemen zu
hängen und diesen Riemen auf der beweglichen Rolle aufzuwickeln.
Diese Anordnung ergab denn auch nicht allein durch gänzliche
Vermeidung unangenehmer Brüche, sondern auch
dadurch, daß dieselbe die Arretirung, Bremsung etc. sehr gut
ermöglichte, ein vorzügliches Resultat, so daß jetzt die
Leistung des Hammers, besonders mit Rücksicht auf die sehr
geringe Betriebskraft, eine ganz außerordentliche genannt werden
muß. Eine etwa 2pferdige Maschine treibt jetzt drei solcher
Frictionshämmer, welche mit Handbetrieb 6 Arbeiter erfordern
würden.
Tafeln