| Titel: | Evart's Zinkenfräsmaschine. |
| Fundstelle: | Band 200, Jahrgang 1871, Nr. LXXV., S. 276 |
| Download: | XML |
LXXV.
Evart's
Zinkenfräsmaschine.
Nach dem Scientific
American, Februar 1871, S. 102.
Mit einer Abbildung auf Tab. VI.
Evart's Zinkenfräsmaschine.
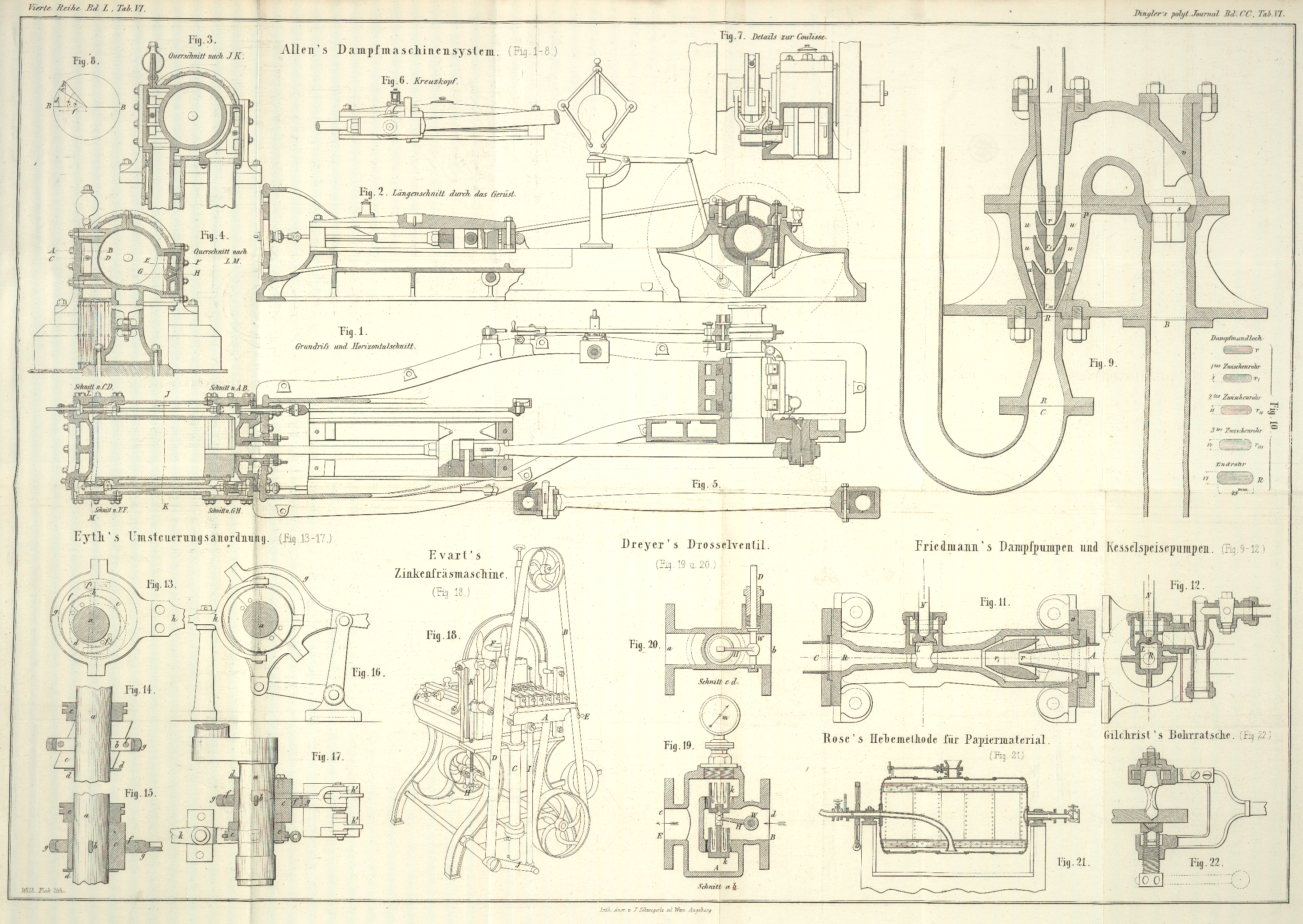
Die in Figur
18 skizzirte Zinkenfräsmaschine ist nach dem bekannten
System construirt, daß horinzontal gelagerte Fräsköpfe in das
über denselben festgespannte Bret bei der Rotation und
gleichzeitig eintretenden verticalen oder schrägen Auf-
und Abbewegung die Zinken einarbeiten.
Die Fräswellen sind auf dem Tische A
gelagert und werden (wie dieß aus der Abbildung ersichtlich ist)
durch den abwechselnd über und unter den einzelnen Wellen
laufenden Riemen B in rasche Drehung
versetzt. Der Tisch selbst erhält von Hand durch das Hebelsystem
D, J und I die Auf- und Abbewegung, wobei derselbe
mittelst eines Ansatzes längs der Führung K sich hinschiebt; eine weitere Sicherung dieser
Bewegung wird durch die Stange C
erreicht.
Das Führungsprisma K läßt sich
vermittelst eines am unteren Ende drehbar eingesetzten
Bogenstückes nach links oder rechts neigen und in jeder Lage
feststellen, in welchem Falle der Tisch mit den Fräswellen in
schräger Richtung auf- oder niedergeht. Die Führung K mit dem oben eingetheilten
Bogenstück kann auch durch die Schraube H gehoben oder gesenkt und hiermit die Weite der
Zinkenschlitze vergrößert werden.
Bei der Herstellung der Verzinkung wird zunächst eine Anzahl
Breter auf das Bett der Maschine aufgelegt und mittelst der
Schraube G gehörig eingestellt. Zur
Festklemmung dient die Schraube F,
an deren unterem Ende sich eine Preßplatte befindet.
An den durch die Schraubenspindel E
bezüglich ihres Abstandes justirten Wellen stecken Messer mit
dem Profil der herzustellenden Zapfenschlitze. Das
Führungsprisma K steht auf Null,
d.h. vertical. Läßt man nun die Maschine an, und bewegt den
Hebel D in entsprechender Weise, so
arbeiten die Fräsen bei ihrem Aufgange die Schlitze aus.
Beim Zapfenschneiden wird immer nur ein Bret eingespannt und es
werden so viel Zapfen auf einmal geschnitten als Fräsen
vorhanden sind. Die Führung K ist so
viel nach der einen Seite gestellt, als der Schrägung der
Schlitze entspricht. Haben die Fräsen beim Aufgang das Bret
passirt, so neigt man K nach der
entgegengesetzten Seite um gleich viel, und geht mit dem Tisch
A nach abwärts. Bei verdeckter
Verzinkung wird der Hub der Fräsen durch einen Anschlag
begrenzt.
Tafeln