| Titel: | AristideBérard's neues Verfahren zur Stahlfabrication. |
| Fundstelle: | Band 200, Jahrgang 1871, Nr. CXXXIV., S. 470 |
| Download: | XML |
CXXXIV.
AristideBérard's neues Verfahren
zur Stahlfabrication.
Aus dem Engineer,
April 1871, S. 231.
Mit Abbildungen auf Tab. VIII.
Bérard's Verfahren zur
Stahlfabrication.
Die nachstehenden Mittheilungen sind die Uebertragung einer
Abhandlung von Aristide Bérard, in welcher ein auf den Werken zu Givors in
Frankreich eingeführtes neues Verfahren zur directen Erzeugung
von Stahl aus Roheisen beschrieben wird. Durch die HHrn. Whitley zu Leeds ist dieses Verfahren
in England eingeführt worden.
Bérard bewirkt 1) die
unmittelbare Umwandlung von Roheisen in Stahl durch die
Anwendung von Gas, welches gleichzeitig als Wärmeerzeuger und
als Reagens zur Reinigung des Eisens wirkt, indem es nämlich
eine theilweise Reinigung bewerkstelligt, bevor die schädlichen
Beimengungen, wie Schwefel, Phosphor, Arsen etc. entfernt
werden; 2) gestattet dieses Verfahren aus Roheisen von
geringerer Qualität, für gewisse Zwecke z.B. Schienen,
Radbandagen etc. sehr gut geeignete Stahlsorten darzustellen; 3)
wird durch die Anwendung eines Gemisches von Luft und Gas,
welches abwechselnd als Oxydations- und als
Reductionsmittel benutzt werden kann, der Abbrand auf ein
Minimum reducirt, während der Stahlfabrikant es in seiner Gewalt
hat, durch Entkohlung und Wiederkohlung mit Sicherheit und nach
Belieben verschiedenartige Producte zu erzeugen; 4) wird ein
System von Apparaten angewendet, welches dem Producenten unter
den in ökonomischer Beziehung günstigsten Umständen zu arbeiten
gestattet.
Wir wollen nun untersuchen, wie die verschiedenen
Schwierigkeiten, welche sich der Ausführung dieses Verfahrens
entgegenstellten, überwunden worden sind, und wie der Erfinder
sein Ziel erreicht hat. Der Ausgangspunkt ist die Anwendung von
Gas als Brennmaterial und es ist von vorn herein einleuchtend,
daß man nur durch Anwendung von vergasten Brennstoffen eine genügend starke Hitze
erzeugen und deren Wirkungen mit der erforderlichen Genauigkeit
reguliren kann. Es ist daher zunächst erforderlich, den besten
bekannten Gasgenerator zu wählen. Zwischen den Gasgeneratoren
mit natürlichem Luftzuge und den mit gepreßtem Winde betriebenen
konnte die Wahl nicht zweifelhaft seyn, ungeachtet des
Uebelstandes der durch das erforderliche Gebläse bedingten
Complication der letzteren Apparate. Dieser Uebelstand wird aber
durch die Zuverlässigkeit der zu erzielenden Resultate und die
Leichtigkeit, womit die Zuführung der Luft nach Bedürfniß
gesteigert oder vermindert werden kann, weit aufgewogen.
Die Stärke der Brennmaterialschicht, welche ein Luftstrom
durchdringen soll, ist nothwendig durch den natürlichen Zug
begrenzt, und dieser ist zur vollständigen Sättigung des
Sauerstoffes der Luft und zu dessen Umwandlung in Kohlenoxyd
fast immer unzulänglich. Es entsteht eine beträchtliche Menge
Kohlensäure, welche bekanntlich nicht brennbar ist. Es bilden
sich in der Brennstoffschicht Gewölbe oder Höhlungen, in denen
die Kohlen in Folge unvollständiger Verbrennung destillirt
werden. Bei Anwendung eines Stromes von gepreßter Luft kann
hingegen ohne Anstand eine Kohlenschicht von solcher Stärke
gewählt werden, daß die in den unteren Zonen anfänglich
gebildete Kohlensäure beim Hindurchstreichen durch die oberen
Zonen wieder zu Kohlenoxydgas reducirt wird – eine
unerläßliche Bedingung für die Gewinnung eines Gases von guter
Qualität. Das Hinderniß der schwierigen Reinigung, welches bei
den Gasgeneratoren mit gepreßtem Winde sich früher darbot, ist
durch die Anwendung von beweglichen Sohlen, welche ein bequemes
und rasches Reinigen der Generatoren gestatten, glücklich
überwunden worden. Bei jedem System erleidet jedoch die
Steinkohle, sobald sie in den geeigneten Theil des Generators
gelangt, eine anfängliche Destillation; Oel und Theer werden in
großer Menge unzersetzt verflüchtigt und in der Gasleitung
condensirt, wenn der Gaserzeuger sich in gewisser Entfernung von
dem Punkte befindet, wo die Gase zur Benutzung kommen. Bei
Anwendung von feuchtem Brennmaterial mischt sich dem erzeugten
Gase eine gewisse Menge Wasserdampf bei, welcher der
Entwickelung der erforderlichen hohen Temperatur nachtheilig
ist. Es stellt sich daher als höchst wünschenswerth heraus, daß
der Theer vollständig zu Kohlenwasserstoffen zerlegt, der
beigemischte Wasserdampf zersetzt und das Gasgemisch im Momente
seiner Anwendung auf der möglichst hohen Temperatur erhalten
bleibt.
Diese wesentlichen Bedingungen eines guten Gaserzeugers hat Bérard dadurch realisirt, daß
er die Gase bei hoher Temperatur durch eine Schicht glühender
Kohl's leitet; dadurch werden Theer und Wasserdampf vollständig
zersetzt, von Kohlensäure bleibt im Gasgemisch keine Spur
zurück, und dasselbe besitzt eine sehr hohe Temperatur, ohne daß
es wieder erhitzt zu werden braucht. Hierbei findet eine
wirkliche Regeneration statt, wogegen bei dem Siemens'schen System das
Regenerativprincip nur in der Anwendung eines einfachen
Erhitzungsapparates besteht, in welchem Nichts regenerirt wird.
Um die Production reinen Gases und insbesondere von Wasserstoff
zu erhöhen, während das relative Verhältniß des Stickstoffes,
eines neutralen, nicht brennbaren Gases vermindert wird, leitet
man in den Generator einen Strom von überhitztem Dampf, welcher
gleichzeitig den Abzug der Gase befördert. Bei diesem
Generatorsystem kann das Gas unter Druck beliebig vertheilt und
ohne Schwierigkeit auf weite Entfernungen fortgeleitet werden.
Das erhaltene Gas ist stets von ausgezeichneter Qualität und
frei von Kohlensäure, Wasserdampf und Theer; es ist reich an
Wasserstoff und Kohlenwasserstoff, und enthält nur ein Minimum
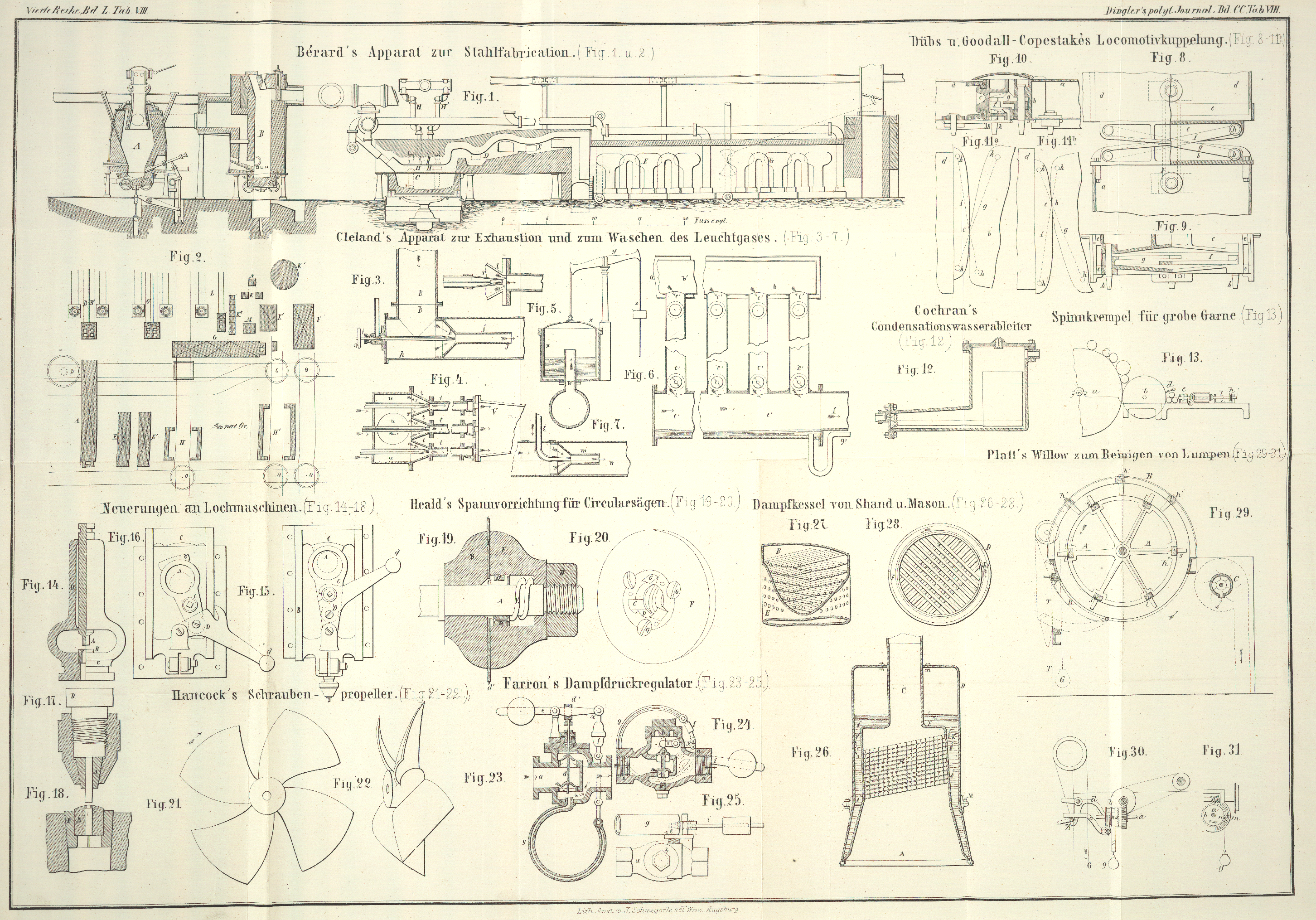
von Stickstoff. Der vollständige Apparat besteht hierbei aus dem
eigentlichen Generator A, Figur 1, welcher mit Steinkohle beschickt wird, und
aus einem mit demselben verbundenen Ergänzungsapparat B, welcher die Gaserzeugung zu einer
vollkommenen macht, indem in ihm alles etwa übergegangene
unreine Gas regenerirt wird. Die Gaserzeugung nach diesem System
ist eine sehr ökonomische. Die Productionskosten des Gases
lassen sich per Kubikmeter in
folgender Weise annähernd berechnen:
Zur Erzeugung von 10,000 Kubikmeter Gas, welche ein
Doppelgenerator binnen 10 Betriebsstunden zu liefern vermag,
sind 4600 Kilogram. Steinkohle, à 100 Kilogram, zu 20 Francs, erforderlich
– 32 Fr., ferner 300 Kilogram. Kohks zu 30 Fr. = 9 Fr.;
Gebläse, Reparaturen, Arbeitslöhne etc. 25 Fr.; im Ganzen 66
Fr.; also kommt der Kubikmeter auf 0,006 Fr. – wir wollen
annehmen auf 0,007 Fr., somit höchstens auf sieben Zehntel eines
Centime am Productionsplatze zu stehen.
Diese so vollständige Lösung der Gaserzeugungsfrage ist nicht nur
für die Verwendung des Gases zu metallurgischen Operationen, wie
Umschmelzen des Roheisens zum Feinen, Umschmelzen des gefeinten
Roheisens zum Puddeln, Anwärmen der Luppen und Deule u.s.w.,
sondern auch für zahlreiche industrielle und
hauswirthschaftliche Anwendungen desselben von großer
Wichtigkeit.
Die im Folgenden zu besprechende Anwendung ist die zur directen
Umwandlung des Roheisens in Stahl, bei welcher das Gas eine so
bedeutende Rolle zu spielen berufen ist, und wobei es vor Allem
darauf ankommt, ein möglichst reines und reiches Gas verwenden
zu können, welches die höchst mögliche Temperatur mit den
möglich geringsten Kosten hervorzubringen vermag.
Wir wollen nun untersuchen, auf welche Weise diese wichtige
Aufgabe gelöst worden ist. Da das Roheisen bekanntlich eine
Verbindung von Eisen mit Kohlenstoff, Silicium, Mangan,
Schwefel, Phosphor etc. ist, so muß es von allen diesen
fremdartigen Bestandtheilen befreit werden, so daß in
ihm – der Qualität des zu erzeugenden Stahles
entsprechend – nur 1/2 bis 1 Procent Kohlenstoff
zurückbleibt. Dieses Resultat wurde bisher zum Theil durch die
Einwirkung von Luft oder durch den Zuschlag von Metalloxyden
erreicht; dasselbe ist dann aber selten ein vollkommenes und das
Verfahren selbst ist mit verschiedenen Uebelständen behaftet.
Die vereinte Anwendung von Luft und reducirend wirkendem
gekohltem Gase gestattet hingegen eine vollständigere
Beseitigung aller fremden Körper durch Vermittelung des
Wasserstoffes; durch eine beliebig ausführbare Verzögerung oder
Beschleunigung der Entkohlung hat man die Leitung des Processes
ganz in seiner Gewalt. Die Theorie dieses Systemes ist in einer
Brochüre auseinandergesetzt, welche kürzlich unter dem Titel
erschien: „Considérations sur le rôle de la
combustion intermoléculaire des corps
renfermés dans la fonte et sur l'influence de
l'hydrogène dans la fabrication de l'acier
fondu.“ Wir werden – allerdings
sehr kurz – den technischen Theil dieser Schrift
recapituliren. Um das Eisen in flüssigem Zustande unter den
vortheilhaftesten Umständen zu verarbeiten, bietet die Anwendung
von mit Gas geheizten Flammöfen unverkennbare Vortheile dar. Der
Proceß läßt sich durch seine verschiedenen Stadien mit größter
Leichtigkeit verfolgen. Man kann die Hitze jederzeit steigern,
da die Intensität des Gasstromes vollständig unter Controlle
ist.
Es blieb jedoch immer noch eine praktische Schwierigkeit zu über
winden: die plötzliche Veränderung der Sohle C des Ofens (Fig.
1). Diese Aufgabe wurde dadurch gelöst, daß man diesen
wichtigen Ofentheil beweglich construirte, so daß derselbe
während der Operation sofort ausgewechselt und der Herd (Sumpf)
mit kohlenden Substanzen gefüllt werden kann, deren Wirkung eine
sehr vortheilhafte ist. Auf dieser Sohle C muß, wie wir sogleich bemerken wollen, die
Umwandlung des Roheisens in Stahl bewerkstelligt werden.
Seitlich von C, in dem heißen
Gasstrome gelegen, befindet sich ein anderes Bett D von geringerem Inhalt, zum
Einschmelzen von Spiegeleisen bestimmt, welches gegen Ende des
Processes zugesetzt werden kann; neben dieser zweiten Sohle
liegt eine dritte E, zur Aufnahme
des beim Betriebe gebildeten Brucheisens dienend, in welcher
dasselbe, bevor es in den Herd C
kommt, zum Weihglühen erhitzt werden kann.
In einiger Entfernung von dem Ofen sind die Apparate F angeordnet, welche zum Erhitzen
der zur Verbrennung der Gase erforderlichen Luft dienen, wenn
der Ofen geheizt wird; die neben F
befindlichen Apparate G sind zum
Erhitzen der gereinigten Gase bestimmt, welche in das
Metallbad injicirt werden sollen. In dieser Weise kommt die
Ueberhitze des Ofens vollständig zur Verwerthung.
Das geschmolzene Roheisen wird auf die bewegliche Sohle des
Umwandlungsofens abgestochen, entweder direct aus dem Hohofen,
oder nach dem zweiten Einschmelzen aus dem Kupolofen. Wenn zur
Erzeugung besonderer Stahlsorten Gemenge verschiedener
Eisensorten verwendet werden, so ist es von Wichtigkeit, daß das
flüssige Eisen reich an Kohlenstoff ist, da bei der gewöhnlichen
Methode das zweite Schmelzen die Wirkung hat, den ursprünglichen
Kohlenstoffgehalt theilweise zu verbrennen. Vermittelst eines
stets im Betriebe erhaltenen besonderen Gasofens werden höchst
vortheilhafte Resultate erzielt, indem der ursprüngliche
Kohlenstoffgehalt des Roheisens nicht vermindert, ja sogar etwas
vermehrt wird.
Die Quantität des Eisens, womit der Umwandlungsofen beschickt
wird, kann von 3000 bis zu 5000 Kilogrm. betragen. Der erste
Antheil dieser Eisenmasse ist hauptsächlich zur Reinigung, d.h.
zur Befreiung von allen fremdartigen Körpern, wie Schwefel,
Phosphor, Arsen etc. bestimmt, wobei die Temperatur zur
möglichsten Höhe gesteigert wird. Zu diesem Zwecke sind zwei
geneigt liegende Gebläseformen H,
H¹, an jeder Seite
des Ofens eine, angebracht, welche in divergirender Richtung in
das flüssige Metall hineinreichen und demselben eine rotirende
Bewegung ertheilen, so daß alle Theile des Metalles mit dem
Gasstrome in Berührung gebracht werden, wodurch ein heftiges
Aufkochen hervorgerufen und dadurch ein natürliches mechanisches
Puddeln herbeigeführt wird, welches alle Handarbeit erspart.
Eine sehr einfache Anordnung gestattet das Verhältniß von Luft
und vorher gereinigtem Gase, welches mittelst starken Druckes in
das Bad injicirt wird, während der Operation abzuändern. Waltet
Luft vor, so ist die Wirkung eine oxydirende; wird die Menge des
Gases über eine bestimmte Grenze hinaus vermehrt, so findet
Reduction statt; zwischen beiden Endpunkten ist die Wirkung eine
neutrale. Während der Oxydationsperiode wird die Temperatur in
Folge der Verbrennung des im Roheisen enthaltenen Kohlenstoffes,
Siliciums und Mangans und einer geringen Menge von Eisen
bedeutend gesteigert; der Schwefel und Phosphor werden in
Schwefelsäure und Phosphorsäure umgewandelt, welche sich theils
verflüchtigen, theils in die Schlacken gehen. Während der
Reductionsperiode wird nur das Eisenoxyd reducirt; die
Kieselsäure verbindet sich mit dem Manganoxydul und den übrigen
Basen zu Silicaten, welche die Schlacken des Bades bilden. Die
Metalloide, Schwefel, Phosphor etc. bilden mit dem Wasserstoff
flüchtige Verbindungen, welche nicht gebunden werden; der
Wasserstoff spielt hier eine doppelte Rolle von großer
Wichtigkeit. Auf diese Weise wird das Eisen von
schädlichen Beimengungen, welche die Qualität des aus ihm
dargestellten Stahles benachtheiligen würden, befreit und der
Abgang stellt sich um nur wenig höher, als der Verlust fremder
Körper durch Verbrennung beträgt – auf bloß 7 bis 8
Procent.
Der Proceß beansprucht, je nach der Beschaffenheit des
verarbeiteten Eisens, eine bis anderthalb Stunden. Die Resultate
der gegen Ende der Operation häufig zu ziehenden Proben
bestimmen den Entkohlungsgrad des Metalles und den Zeitpunkt wo
die Entkohlung, um die angestrebte Qualität des Stahles zu
erhalten, unterbrochen werden muß; die Formen werden dann
weggenommen und das flüssige Metall wird für die wenigen
Minuten, welche die Vorbereitungen zum Abstechen beanspruchen,
sich selbst überlassen. Die mit dem Arbeiten mit Gebläseformen
verknüpften praktischen Schwierigkeiten sind glücklich
überwunden worden und zwar durch ein einfaches und ökonomisches
Verfahren, bei dessen Anwendung man auf Zuverlässigkeit der
Resultate und vollkommene Regelmäßigkeit des Betriebes rechnen
kann, welche Nichts zu wünschen übrig lassen.
Auch das Verfahren beim Abstechen ist von Wichtigkeit und muß
gewissen nothwendigen Bedingungen entsprechen; vor Allem muß
diese Operation möglichst rasch ausgeführt werden, gleichviel ob
man Zaine oder geformte Gußstücke gießt. Ferner muß der
Gasluftstrom der Beschaffenheit und den Dimensionen der Güsse
entsprechend geregelt werden können. Die Temperatur des Metalles
im Augenblicke des Abstechens muß natürlich die für die zu
producirenden Artikel geeignetste seyn.
Um diesen verschiedenen Bedingungen zu genügen, müsse): die
Meßformen für den Gußstahl (Zainformen sowohl wie Stückformen)
rasch unter den Strom des abgestochenen flüssigen Metalles
gebracht werden können, und da die Formen, den Dimensionen der
zu gießenden Stücke entsprechend, verschieden hoch sind, so
müssen Einrichtungen getroffen seyn, mittelst deren die Bühne,
auf welcher die Gießform ruht, beliebig gehoben oder gesenkt
werden kann. Dazu dient eine hydraulische Presse. Die Qualität
des erzeugten Stahles entspricht stets mehr oder weniger der
Reinheit des angewendeten Eisens.
Mittelst des im Vorstehenden beschriebenen Verfahrens läßt sich
gewöhnlicher Stahl aus Eisen erzeugen, welches solchen mittelst
der bisher befolgten Methoden nicht liefern würde, und der so
erzeugte Stahl läßt sich zu zahlreichen Zwecken verwenden, wie
Schienen, Radbandagen, großen Schmiedestücken u.s.w. Nimmt man
Eisen von besserer Qualität, so erhält man einen ausgezeichneten
Stahl, welcher sich dem besten Werkzeugstahle zur Seite stellen
darf, und zwar mit dem wichtigen Unterschiede, daß die
Productionskosten des ersteren weit niedriger ausfallen, als die
des letzteren, wie wir sogleich sehen werden. Aber in allen
Fällen ist das Product ein wirklicher
Stahl, welcher sich sehr gut Härten und leicht
schmieden läßt, eine große Festigkeit besitzt und durch die
wiederholten Hitzen, die er behufs der Formgebung erhalten muß,
durchaus nicht leidet – ein Verhalten welches ihm, sobald
er auf dem Markte erscheinen wird, den Erfolg sichert. Diese
Resultate werden ohne den Zusatz fremder, oft sehr kostspieliger
Körper erzielt; es ist nur die Anwendung eines hinlänglich
gekohlten Roheisens erforderlich, dessen Erzeugung stets eine
leichte Aufgabe ist. Graues Roheisen Nr. I entspricht dem Zwecke
sehr gut.
Wir besitzen nun die nöthigen Daten zur
Aufstellung der Productionskosten des direct aus Roheisen
dargestellten Stahles und müssen bei derselben zwei
Fälle unterscheiden, nämlich den Fall wo das Roheisen direct aus
dem Hohofen abgestochen, und denjenigen wo es durch Umschmelzen
eines Gemenges verschiedener Roheisensorten dargestellt wird.
Das erstere Verfahren ist besonders dann anwendbar, wenn das zu
verwendende Rohmaterial nur von untergeordneter Qualität zu seyn
braucht. Das zweite Verfahren dient speciell zur Erzeugung
verschiedenartiger Producte von besserer und bester
Qualität.
Bei der Berechnung der Productionskosten des Stahles nach dem
ersteren Verfahren sind zu berücksichtigen: 1) der Werth des
Eisens und der Abbrand; 2) das verbrauchte Brennmaterial; 3) die
Arbeitslöhne; 4) Reparaturen und Unterhaltung der
Betriebseinrichtungen und des Betriebsmateriales; 5) das
Gebläse. – Wir wollen diese verschiedenen Hauptkosten
gesondert untersuchen.
1. Der Werth des Eisens und der
Abbrand. – Der Werth des zur directen Umwandlung
in Stahl verwendeten Roheisens ist an den verschiedenen
Productionsplätzen außerordentlich verschieden. An manchen Orten
ist es zu 7 bis 8 Frcs. per 100
Kilogr. zu haben; an anderen kostet es, namentlich
Holzkohlenroheisen, 10 bis 12 Frcs. Da wir aber hier nur Eisen
von untergeordneter Qualität, welches mit Kohks erblasen werden
kann, zu berücksichtigen haben, so wollen wir 9 Frcs. per 100 Kilogrm. rechnen. Der
Abbrand, welcher bei Anwendung von Eisen vom zweiten Schmelzen
stattfindet, schwankte bei der Umwandlungsoperation von 7 bis 8
Procent. Nehmen wir bei der Selbstkostenberechnung rund 10 Proc.
an. Aus der Thatsache, daß die Schlacken kaum Spuren von Eisen
enthalten, ist ersichtlich daß kein Metallverlust stattfindet
und daß der Abbrand auf ein Minimum reducirt ist. Somit werden
zur Erzeugung von 100 Kilogrm. Stahl in Zainen im Maximum 111
Kilogrm. flüssiges Eisen zu verwenden seyn, welche, die 100
Kilogrm. zu 9 Frcs. gerechnet, auf 9,99 Frcs., in runder Summe
auf 10 Frcs. zu stehen kommen. In gewissen Fällen ist es zu
empfehlen, etwa 10 Proc. Spiegeleisen zuzusetzen; dann stellen
sich die Selbstkosten folgendermaßen: 100 Kilogrm. direct aus
den Erzen dargestelltes Roheisen = 9 Frcs.; 11 Kilogrm.
Spiegeleisen = 1,65 Frcs.; also im Ganzen für Eisen und Abbrand:
10,65 Frcs.
2. Das verwendete Brennmaterial.
– Diese Ausgabe besteht in den Kosten a) des zum Heizen des Ofens
verwendeten Gases, dessen Preis wir bereits kennen, und b) des zum Injiciren in das
Metallbad benutzten Gases, zu dessen Preise noch die Kosten der
Reinigung hinzuzurechnen sind, welche wir bei Anwendung unseres
Verfahrens zu 0,5 Centime per
Kubikmeter annehmen können. Es stellt sich dann der Preis von
einem Kubikmeter des zur Injection verwendeten Gases auf 0,7
Cent. + 0,50 Cent. = 1,20 Cent. Rechnen wir 1,50 Cent., so daß
wir ein an Kohlenwasserstoff reicheres Gas benutzen können. Die
Kosten des Gases zur Verarbeitung einer Charge von 5000 Kilogrm.
Eisen – welche mindestens 4500 Kilogrm. Zainstahl geben
soll, deren Production im Maximum zwei Stunden Zeit beansprucht,
– würden nach Obigem betragen: – Gas zum Heizen
des Umwandlungsofens, 2000 Kubikmeter, à 0,007 Cent.; Gas zur Injection, 200
Kubikmet., à 1,50 Cent.; in
Summa für das bei einer Operation verbrauchte Gas: 17,00 Frcs.
Dieser Summe sind noch einige Nebenausgaben, so für das auf dem
Hülfsherde des Ofens und für das zum Anheizen verbrauchte
Brennmaterial hinzuzurechnen; wenn wir dafür 0,50 Cent. per Operation rechnen, so greifen
wir schon hoch. Rechnen wir für alle Nebenausgaben im Ganzen 1
Frc., so erhöhen sich die Kosten für Brennmaterial auf 18 Frcs.;
vertheilen wir diese Summe auf ein Ausbringen von 4500 Kilogrm.
Stahl, so erhalten wir für je 100 Kilogrm. 18/45 = 0,40 Frcs.
Diese Zahl kann als Maximum gelten.
3. Arbeitslöhne. – Die
Arbeitslöhne betragen per
Arbeitstag: vier Mann zur Besorgung des Ofens, à 3 Frcs.; vier Mann welche
beim Abstechen beschäftigt sind, à 3 Frcs.; ein Ofenmeister oder Schmelzer, 10
Frcs.; zwei Hülfsarbeiter à
2,50 Frcs.; Dampfkrahn 10 Frcs.; im Ganzen 49,00, oder in runder
Summe 50 Frcs. per Tag. Diese
Ausgaben entsprechen einer Tagesproduction von 20000 Kilogrm,
daher die Arbeitskosten per 100
Kilogrm. auf 50/200 = 0,25 Cent. zu stehen kommen. Wir wollen
0,30 Cent. annehmen.
4. Reparaturen und Unterhaltung des
Betriebsmateriales. – Dieser Ausgabeposten
begreift hauptsächlich die Reparaturen des Umwandlungsofens, der
beweglichen Sohlen, der Formen, Gießcanäle, Gießkellen u.s.w.;
die Unterhaltungskosten des Gaserzeugers haben wir schon bei der
Berechnung des Gaspreises in Rechnung gezogen. Die Ausgaben für
Reparaturen des Umwandlungsofens (Stahlofens) können wir zu 130
Frcs. per Woche = 120/12 = 10 Frcs.
per Arbeitstag von 12 Stunden
rechnen. Die Wiederherstellung einer beweglichen Sohle kostet
ungefähr 45 Frcs., der Dauer eines Arbeitstages entsprechend. An
Formen zur Gasinjection werden per
Arbeitstag höchstens zehn Stück verbraucht, deren jedes wir zu 4
Frcs. rechnen wollen. Für Unterhaltung der Gießcanäle und andere
Extraausgaben setzen wir 10 Frcs. an. Dieß macht für Reparaturen
und Unterhaltung des Betriebsmateriales per Tag 105 Frcs. Da das Ausbringen an Stahlzainen per Arbeitstag von zwölf Stunden
20000 Kilogrm. beträgt, so belaufen sich die Kosten von je 100
Kilogrm. auf 105/200 = 0,525 oder 0,53 Cent.
5. Das Gebläse. – Die Erfahrung
hat gelehrt, daß bei geeigneter Ausnutzung der verlorenen Hitze
die ganze für eine Niederdruck-Gebläsemaschine
erforderliche Dampfmenge mit Leichtigkeit vom Gasgenerator und
vom Umwandlungsofen erhalten werden kann; ebenso der Dampf für
die beiden Hochdruckmaschinen, welche erforderlich sind. Wir
wollen jedoch noch 50 Frcs. per
Arbeitstag für diesen Ausgabeposten rechnen, was per 100 Kilogrm. Stahlzaine 0,25
Cent. ausmacht.
Es ist nun nach dem Vorstehenden leicht, die Productionskosten
des Gußstahles zu fixiren; wir brauchen hierzu nur die
verschiedenen, so eben näher erörterten Ausgabeposten zu
addiren, es stellt sich dann eine Totalsumme von 12,20 Frcs. für
100 Kilogrm. Stahlzaine heraus (wobei allerdings die
Generalkosten nicht mit einbegriffen sind). In vielen Fällen und
bei vollem Betriebe kann sich diese Summe auf 10 bis 11 Frcs.
vermindern, da wir für alle Positionen die höchste Ziffer
angenommen haben. – Wir wollen nun die Productionskosten von Stahlzainen bester
Qualität berechnen, welche aus einer geeigneten
Gattirung von ausgewählten Roheisensorten dargestellt
werden.
1) Werth des Roheisens und Abbrand.
– Die Preise des zur Production dieser besseren
Stahlsorten zu verwendenden Roheisens sind sehr verschieden, sie
wechseln von 10 bis 16 und 17 Frcs.; wir können jedoch, mit
Einschluß des benutzten Spiegeleisens, als hochgegriffenen Durchschnittspreis 15 Frcs. annehmen. Der beim Schmelzen in
einem in ununterbrochenem Betriebe stehenden Gasofen
stattfindende Abbrand beträgt höchstens 3 Proc.; man muß daher,
um 100 Kilogrm. flüssiges Eisen zu erhalten, gegen 103 Kilogrm.
Roheisen verwenden, – 15,96 Frcs. Wir nehmen 16 Frcs. an.
Da der Abbrand bei der Umwandlung in Stahl im Maximum 8 Proc.
beträgt, so müssen zur Erzeugung von 100 Kilogrm. Zainen 108,07
Kilogrm. flüssiges Eisen verwendet werden; dieß gibt, die 100
Kilogrm. des letzteren zu 16 Frcs. gerechnet, 17,39 Frcs. Wir
nehmen 17,40 Frcs. an. Da die übrigen vier Elemente der
Kostenberechnung offenbar dieselben bleiben, so erhalten wir als
Totalsumme der Selbstkosten von 100 Kilogrm. Zainen feinen
Stahles: – Werth des Roheisens, Abbrand und
Schmelzkosten, 17,40 Frcs.; Brennmaterial zum Stahlungsprocesse,
0,40 Frcs.; Arbeitslöhne, 0,30 Frcs.; Reparaturen und
Unterhaltung des Betriebsmateriales, 0,60 Frcs.;
Gebläsemaschine, 0,25 Frcs. In Summa Productionskosten von 100
Kilogrm. feiner Stahlzaine: 18,95 Frcs. Wir wollen in runder
Zahl 19 Frcs. annehmen. Unter gewöhnlichen Umständen können sich
diese Erzeugungskosten leicht auf 18 Frcs. erniedrigen. –
Die Darstellung des Stahles ist immer eine delicate Operation,
bei welcher für fehlerhafte Producte und Unsicherheit bezüglich
der Resultate stets Kosten in Anschlag gebracht werden müssen.
Ungeachtet der Vollkommenheit des neuen Systemes wird die
angedeutete Ursache von Verlust und Ausgaben doch nicht gänzlich
vermieden, sie stellt sich aber stets geringer heraus, als bei
Anwendung anderer Methoden, und zwar in Folge der Leichtigkeit,
womit der Proceß geleitet werden kann und der Zuverlässigkeit,
womit man auf Erzielung der angestrebten Resultate rechnen darf.
Deßhalb kommen fehlerhafte Erzeugnisse nur äußerst selten vor,
können jedoch, ohne weitere Kosten, auf demselben Wege wie die
Abfälle bei späteren Schmelzungen verwerthet werden. Aus diesen
Betrachtungen ergibt sich, daß die Selbstkosten der Stahlaine
durch fehlerhafte Producte und Abfälle kaum um 0,50 Frcs. bis
1,00 Frcs. per 100 Kilogrm. erhöht
werden, wogegen beim Bessemerprocesse nicht unter 3 Frcs. bis 4
Frcs. per 100 Kilogrm. gerechnet
werden dürfen.
Da der Verkaufspreis der Gußstahlzaine nach ihrer Qualität
bestimmt wird, so müssen wir die Kosten der verschiedenen
Operationen ermitteln, durch welche der erzeugte Stahl in
Fabriksartikel umgewandelt wird, deren Handelswerth bekannt ist.
Bevor wir aber hierzu schreiten, wollen wir einige Bemerkungen
über die jetzt üblichen Methoden der weiteren Verarbeitung der
Stahlgüsse und über die Art machen, wie dieselbe nach unserer
Ansicht ausgeführt werden sollte. Es fragt sich nämlich, ob
es, nachdem ein Zain von den für die weitere Verarbeitung
erforderlichen Dimensionen gegossen worden, besser ist,
denselben erst erkalten zu lassen und dann wieder anzuwärmen,
oder seine ursprüngliche Hitze zu benutzen und mit ihm
unmittelbar die verschiedenen Operationen vorzunehmen, denen er
unterworfen werden muß. Die Antwort ergibt sich von selbst; bei
unmittelbarer weiterer Bearbeitung ersparen wir nicht allein die
Kosten des Anwärmens, sondern verwerthen auch die Thatsache, daß
die Hitze in der Mitte des Zaines am größten ist und einen
Einfluß ausübt, welcher sich nicht wieder hervorbringen läßt,
nachdem man die erste Hitze verloren gehen ließ. Da beim
Anwärmen das Innere des Zaines kaum jemals auf derselben
Temperatur ist wie die Oberfläche, so entstehen bei der
Verarbeitung Differenzen in der Ausdehnung und Zusammenziehung,
welche zwar auf Eisen keine merkliche Wirkung haben, beim Stahl
aber dessen Festigkeit stets mehr oder weniger benachtheiligen.
Somit wird durch Vermeidung des Anwärmens der Zaine ein
bedeutender Vortheil durch Brennmaterialersparniß und bessere
Qualität des Productes erzielt. Es läßt sich aber fragen, ob es
in großen, sehr beschäftigten Werken möglich ist, die Zaine zur
weiteren Verarbeitung zu bringen, sobald sie aus den Formen
genommen werden, und sie nicht erkalten zu lassen, bis sie
fertig geschmiedet werden? Hierauf antworte ich bejahend mit dem
Vorbehalt daß sie auf kurze Zeit in einen Glühofen gebracht
werden, in welchem sie bis zum Ausschmieden bleiben. Die Kosten
der Heizung eines solchen Ofens mit Gas sind sehr gering, weit
geringer als die durch das Anwärmen der Zaine verursachten;
überdieß wird die Qualität des Stahles in Folge der durch das
Glühen in einem solchen Ofen vermittelten Zunahme seiner
Festigkeit noch verbessert werden. Diese Verbesserungen der
gewöhnlichen Methoden lassen sich mittelst der beschriebenen
Gasgeneratoren leicht realisiren. – Mit Zuhülfenahme der
oben aufgestellten Berechnungen, und ohne die angedeuteten
größeren Verbesserungen zu berücksichtigen, ist es leicht, die Erzeugungskosten und den Handelswerth
der zu fabricirenden Hauptartikel festzustellen.
Stahlschienen. – Werth der
Zaine, 13,00 Frcs.; Bearbeitung unter dem Hammer, zwischen den
Walzen etc. mit Einschluß des Abbrandes, 4,00 Frcs.;
Generalkosten, 2,50 Frcs.; somit Gesammtkosten der Production
von 100 Kilogram. – 19,50 Frcs. Dazu kommt nun noch die
Abgabe an den Patentträger. Der Handelswerth von
Bessemerschienen ist gegenwärtig 27 Frcs. Bei diesen Preisen ist
die äußerste Grenze erreicht. Wo nicht höhere Preise zu erzielen
sind, würde der im vorliegenden Falle zu realisirende Gewinn
sich auf 6,0 Frcs. bis 6,50 Frcs. per Kilogramm belaufen, ohne alle
Rücksicht auf die bessere Qualität des Productes; bei der von
den Eisenbahngesellschaften verlangten größeren Dauerhaftigkeit
der Schienen ist aber die Frage der Qualität hier von großer
Wichtigkeit.
Radbandagen. – Die zur
Anfertigung von Schienen verwendete Stahlsorte wird auch zur
Fabrication von Radkränzen oder Bandagen benutzt; es ist jedoch
vorzuziehen, ihre Qualität etwas zu verbessern. Wir erhalten in
diesem Falle: Werth der Zaine, 14,01 Frcs.; Fabricationskosten,
mit Einschluß des Abbrandes und Abfalles, 7,00 Frcs.;
Generalkosten, 3 Frcs.; somit Gesammt-Productionskosten
von 100 Kilogrm. Bandagen 24,00. Dazu kommt noch die Abgabe an
den Patentträger. Eiserne Radkränze kosten jetzt 45 bis 46
Frcs., aus Bessemerstahl bestehende 50 bis 60 Frcs.; solche aus
Tiegelgußstahl 80 bis 90 Frcs.; wir wollen im Durchschnitt 60
Frcs. rechnen. Der Gewinn bei diesem Fabricationszweige wäre ein
sehr bedeutender, trotz der von den Eisenbahngesellschaften
verlangten Garantie für die Haltbarkeit des Fabricates.
Ordinäre Stahlbleche und Platten.
– Wenn man zu diesem Zweck Zaine zu 14 Frcs. verwendet,
so stellen sich die Productionskosten in folgender Weise heraus:
Werth des Materiales, 14,00 Frcs.; Bearbeitung unter dem Hammer,
zwischen den Walzen etc., 6,00 Frcs.; Generalkosten, 3 Frcs.;
gesammte Selbstkosten von 100 Kilogram., 23,00 Frcs.; dazu kommt
noch die Patentabgabe. Da Eisenbleche und Platten 28 bis 30
Frcs. kosten, so kommen wir, wenn wir für Stahlbleche und
Platten 10 bis 12 Frcs. mehr in Ansatz bringen, auf den
gegenwärtigen allerniedrigsten Handelswerth, welcher für
Bessemerstahl 55 Frcs., für Tiegelstahl 100 bis 120 Frcs. ist;
ein Gewinn von 12 bis 15 Frcs. per
100 Kilogram, dürfte aber vollständig genügen.
Feine Stahlbleche oder Platten.
– Zur Erzeugung von Blechen und Platten vorzüglicher
Qualität müssen ausgesuchte Zaine der besten Sorte verwendet
werden. In diesem Falle werden die Productionskosten betragen:
– Werth der Zaine, zum Maximalpreise gerechnet, 20,00
Frcs.; Fabricationskosten und Abbrand, 7,00 Frcs.;
Generalkosten, 3,00 Frcs.; in Summa Selbstkosten von 100
Kilogrm. – 30 Frcs.; dazu kommt noch die Abgabe an den
Patentträger. Feine Stahlplatten oder Bleche kosten auf dem
Markte nicht unter 100 bis 120 Frcs.; sonnt bleibt ein
bedeutender Gewinn.
Werkzeugstahl. – Die
Erzeugungskosten des zur Anfertigung von Werkzeugen speciell
geeigneten Stahles sind sehr verschieden, entsprechend den
verschiedenen Stahlsorten und den Zwecken für welche die anzufertigenden Werkzeuge bestimmt sind. Wir können jedoch die
Grenzen der Preisdifferenzen zu 28 Frcs. und zu 32 Frcs., im
Mittel also den Werth von solchem Stahle zu 30 Frcs. per 100 Kilogram. annehmen. Der
Handelswerth der entsprechenden Stahlsorten würde sich zwischen
70 Frcs. und 150 Frcs. stellen.
Aus diesen Anschlägen ist ersichtlich, wie bedeutend die
Differenzen zwischen den Productionskosten und dem Handelswerthe
der hier nur flüchtig betrachteten Erzeugnisse sind. Wir dürfen
indessen nicht außer Acht lassen, daß es, um eine ausgedehntere
Verwendung des Stahles herheizuführen und die Benutzung
desselben an Stelle des Eisens in möglichst zahlreichen Fällen
zu befördern, nothwendig seyn wird, die jetzigen Verkaufspreise
des Stahles beträchtlich niedriger zu stellen, so daß nur noch
ein durchschnittlicher Reingewinn von 10 Frcs. per 100 Kilogram, für den
Fabrikanten bleibt. Dabei ist zu berücksichtigen, daß der nach
dem neuen Verfahren dargestellte Stahl dem Tiegelgußstahle
gleich kommt und denselben Zwecken entspricht; es wurden aus
demselben bereits vortreffliche Feilen, Sicheln und verschiedene
andere Werkzeuge angefertigt.
Annähernde Berechnung der Kosten für die
Betriebseinrichtungen zur Erzeugung von 40 bis 50 Tonnen
Stahlzainen in 24 Stunden. – A, Figur
2, Converter oder Umwandlungsofen, 20000 Frcs. B, B' doppelter Gasgenerator zum
Betriebe des Ofens A, nebst
Windformen, 10000 Frcs. D Gießsohle
mit beweglicher Bühne, 15000 Frcs. E,
E' zwei Hochdruck-Gebläsemaschinen für Luft und
Gas, 15000 Frcs. F Niederdruck
Gebläsemaschine, 12,000 Frcs. G Ofen
zum Einschmelzen des Roheisens mit dem aus den Generatoren
entnommenen Gase, 25000 Frcs. H, H'
zwei Trockenkammern für die Anfertigung der beweglichen Sohlen,
6000 Frcs. Ein Generator für das zu injicirende Gas, 5000 Frcs.
K, K', K'' Reinigungsapparat,
Raffinirfeuer, Gasometer etc., 12000 Frcs. L Pumpen für die hydraulischen
Pressen, 3000 Frcs. M Accumulator,
5000 Frcs. N Aufzug, 3000 Frcs. O, O, O... Schienenwege und
Drehscheiben, 10000 Frcs. Hölzernes Gerüst für die
Gasgeneratoren, 5000 Frcs. Bewegliche Sohlen als Reserve, 3000
Frcs. Gas- und Windleitungsröhren, 10000 Frcs. Gezähe,
Gerätschaften etc., 10000 Frcs. Gebäulichkeiten, 20000 Frcs.
Beweglicher Krahn und Dampfhammer, 8000 Frcs. Kosten für
unvorhergesehene Fälle, 3000 Frcs. In Summa ca. 200000 Frcs. (53333 1/3
Rthlr.)
Tafeln