| Titel: | C. E. Albro's Fräsmaschine für Zahnräder. |
| Fundstelle: | Band 250, Jahrgang 1883, S. 60 |
| Download: | XML |
C. E. Albro's Fräsmaschine für Zahnräder.
Mit Abbildungen auf Tafel 6.
Albro's Fräsmaschine für Zahnräder.
Von den verschiedenen Räderfräsmaschinen sind nur sehr wenige geeignet, genaue
Schneckenräder zu schneiden; man begnügt sich daher in den meisten Fällen mit
Schraubenrädern, deren Zähne aus sehr steilen Gängen bestehen. Solche Räder lassen
sich allerdings auf jeder Fräsmaschine leicht herstellen, sind aber der Abnutzung stark
unterworfen. Eine Maschine, welche Schraubenräder von geometrisch richtiger Form
darzustellen gestattet, hat nun C. E. Albro in
Philadelphia (* D. R. P. Kl. 49 Nr. 21466 vom 15. August 1882) patentirt
erhalten.
Wie leicht einzusehen, ist die richtige Zahnform eines jeden Rades aus einem
zusammenarbeitenden Räderpaare nichts Anderes als die Umhüllung des zweiten Rades,
wenn dieses die entsprechende Relativbewegung gegen ersteres vollführt. In gröſster
Allgemeinheit ist diese Anschauung in einer Abhandlung von F.
Henneberg im Civilingenieur, 1883 * S.
1 durchgeführt und zur Ermittelung von Herstellungsmethoden für alle
Arten von Zahnrädern benutzt. Bei der vorliegenden Maschine ist wenigstens die
Herstellung genauer Schneckenräder auf dieses Prinzip gegründet, indem dieselben
durch eine der Gestalt der zum Zusammenarbeiten mit dem Rade bestimmten Schnecke
congruente Fräse geschnitten werden, wobei gleichzeitig eingeschaltete Zwischenräder
die entsprechende Drehung des Rades gegen die Fräse vermitteln.Eine gleichfalls auf diesem Prinzipe beruhende Maschine von Gauthier zum Schneiden genauer Schneckenräder
ist in Armengaud's Publication industrielle,
1881 Bd. 27 * S. 119 beschrieben.
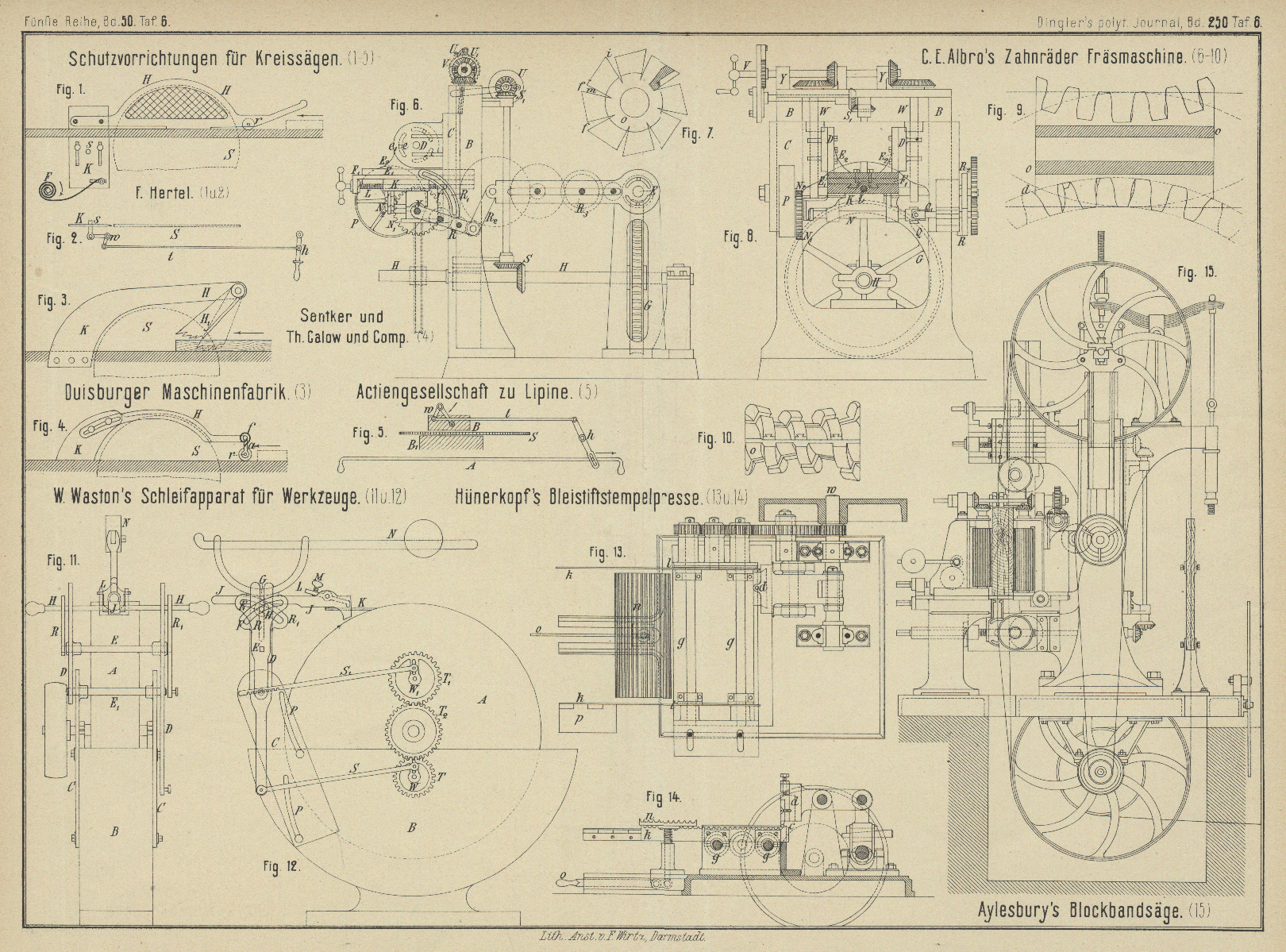
Die Fräserwelle N (Fig. 6 und
8 Taf. 6), welche mittels des Stirnräderpaares N1, N2 von der Riemenscheibe P angetrieben wird, sitzt mit dem ihr zugehörigen Bewegungsmechanismus an
der Platte K, welche unter dem Tische F1 in
Schwalbenschwanzführungen mittels einer Schraube verstellbar ist, während letzterer
wieder mit der Platte E1 verbunden ist. Die Platte E1 wird an ihren Ansätzen E2 mittels Kopfschrauben e1 in concentrischen
Schlitzen e zweier Backen D eines in vertikalen Führungen verschiebbaren Tisches C in entsprechender Schräge eingestellt. Die Bewegung
der Fräserachse wird durch ein Kreuzgelenk Q auf eine
Welle Q1 übertragen,
welche mittels eines Rädergehänges die Achse E
umtreibt. Das Lager der Welle Q1 sitzt an der äuſsersten Kante des Tisches C; ein Arm R, der durch
den Schlitz R1 an dem
Zapfen r des Tisches C
geführt wird, ist auf der Welle Q1 drehbar. Das andere Ende des Hebels R ist durch einen Hebel R2 mit dem um die Achse E drehbaren Schlitzarm R3 verbunden, welcher die Achsen des die
Achse E betätigenden Rädergehänges aufnimmt. Die
Umdrehung von E wird demnach in jeder Höhenlage der
Fräserwelle N hezieh. seines Tisches C im richtigen Verhältnisse ungestört erfolgen. Die auf
der Achse E sitzende Schraube treibt ein groſses
Schraubenrad G, welches die das zu führende (punktirt
gezeichnete) Rad tragende Spindel H umdreht.
Beim Schneiden von Schneckenrädern, wozu die Maschine in erster Linie dienen soll,
erhält der Fräser bezieh. der Tisch C eine senkrechte
Schaltbewegung (radial zu dem zu schneidenden Rade); dies geschieht von der Welle
H aus durch eine von dieser mittels Kegelräder S, S1 bethätigte
Kurbelscheibe U, welche einen vertikalen Arm U1 in hin- und hergehende Bewegung
versetzt. Dieser dreht entsprechend mittels seines Schalthakens U2 ein Schaltrad und
damit die Welle V ruckweise um. Die Welle V ist in Lagern Y der
Wangen B gelagert und theilt ihre Bewegung durch
Kegelräder den beiden Spindeln W mit, welche ihre
Muttern in Ansätzen des Tisches C finden. Die
festgelagerten Schraubenspindeln W werden demzufolge
ihre Bewegung in eine Verschiebung des Tisches C
umwandeln. Die Schaltung ist in bekannter Weise veränderlich zu machen. Die
beschriebene Vorrichtung läſst den Schlitten C sammt
der Fräserachse bei jeder Umdrehung der Tragspindel H
bezieh. des zu fräsenden Rades um eine gewisse, von dem Hub des Schalthakens
abhängige Gröſse, die Spanstärke, herabsinken.
Sollen Schnecken angefertigt werden, so muſs das Arbeitstück auf die Fräserwelle N und der Fräser auf die Tragspindel H gesteckt werden.
Während die Maschine zum Fräsen von Schraubenrädern in der beschriebenen Anordnung
zur Benutzung gelangt, wird beim Fräsen von Stirn- und Kegelrädern die Verbindung
zwischen der Fräserachse N und der Spindel H aufgehoben und muſs letztere von Hand entsprechend
der Zähnezahl des zu schneidenden Rades für jeden Zahn eingestellt werden. Die
Schaltbewegung des Fräsers erfolgt in diesem Falle mit Hilfe der Schraubenspindel
L von Hand oder auch mechanisch auf die bekannte
Weise mittels Schaltrad und einer durch Excenter bewegten Kette. Beim Fräsen von
Kegelrädern wird die Platte E1 unter dem entsprechenden Neigungswinkel eingestellt.
Die Fräser zum Schneiden von Sehraubenräderzähnen sind in Fig. 7, 9
und 10 Taf. 6 dargestellt. Die Schneidezähne i
sind um die Nabe o spiralförmig gewunden und mit
Längsfurchen m versehen, so daſs radial stehende
Schneideflächen f gebildet werden. Die durch die Wurzel
der Schneidezähne gelegte Curve d entspricht dem
äuſseren Umfange der Zähne des zu schneidenden Schraubenrades.
Tafeln