| Titel: | Ueber Neuerungen im Eisenhüttenwesen. |
| Fundstelle: | Band 255, Jahrgang 1885, S. 421 |
| Download: | XML |
Ueber Neuerungen im Eisenhüttenwesen.
(Patentklasse 18. Schluſs des Berichtes S. 375 d.
Bd.)
Mit Abbildungen auf Tafel
27.
Ueber Neuerungen im Eisenhüttenwesen.
Um den im Fluſseisen enthaltenen Gasen Gelegenheit zu geben, während des Gieſsens zu
entweichen und dadurch dichte Güsse zu erzielen,
versieht C. A. Caspersson in Forsbacka (* D. R. P. Kl.
31 Nr. 29585 vom 11. März 1884) den Gieſstrichter mit einem siebartig durchlöcherten
Boden, trägt aber dafür Sorge, daſs der Luftzutritt zur Form möglichst verhindert wird, um die
Oxydation des in viele feine Strahlen zertheilten Metalles zu vermindern; letzteres
wird dadurch erreicht, daſs auf die Form ein Deckel gelegt und auf denselben der
Gieſstrichter gesetzt wird. Der Deckel ist in der Gröſse der Sieboberfläche
durchbrochen, so daſs die Metallstrahlen frei in die Form gelangen können. Neben
dieser groſsen Durchbrechung ist im Deckel noch eine kleinere Oeffnung vorhanden, um
den aus dem Metalle entweichenden Gasen freien Austritt zu gewähren.
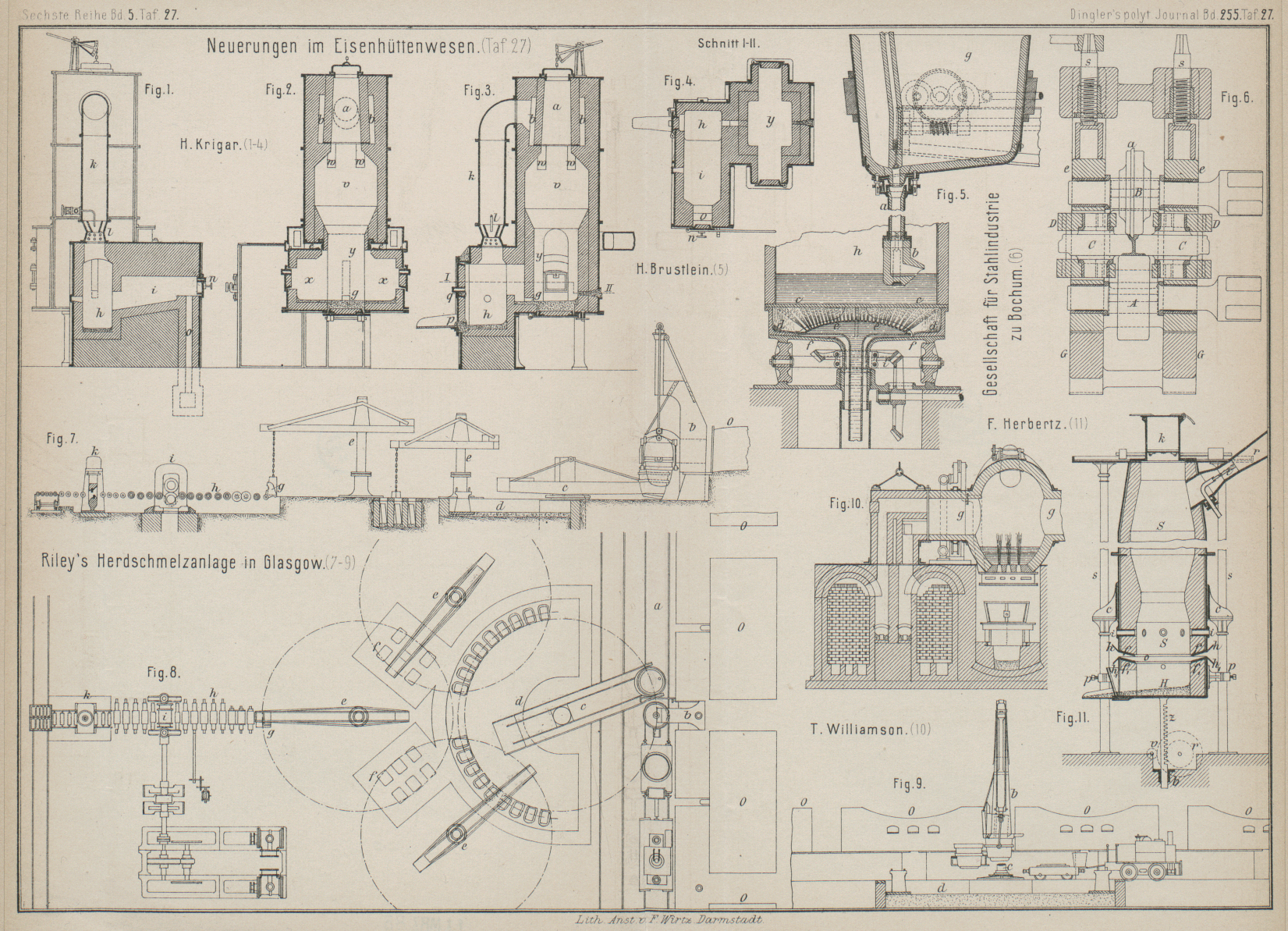
In gleicher Absicht schlägt H. A. Brustlein in Firming, Frankreich, (* D. R. P. Nr. 28589 vom 10. Februar 1884) vor, die Fluſseisenblöcke in Formen zu gieſsen, deren flacher
Boden aus Metall besteht und fortwährend stark gekühlt wird. Auſserdem soll der
Strahl nicht senkrecht auf den Boden der Form treffen, sondern innerhalb der Form radial
und wagerecht aus einer besonders eingerichteten
Mündung ausflieſsen. Um dies zu erreichen, ist an die Gieſspfanne Fig. 5 Taf. 27 eine Röhre
a angeschlossen, welche unten in ein wagerechtes
Mundstück aus gebranntem Thon ausläuft. Dieses Mundstück ist im Vergleiche mit dem
Rohre a etwas erweitert, so daſs dadurch das
Ueberflieſsen des Metalles in die Form h verlangsamt
und auch das Entstehen einzelner getrennter Klumpen bei Beginn des Gieſsens
verhindert wird. Man könnte auch, falls die Entfernung der Pfanne von der Form und
der Ausfluſsöffnung sehr groſs ist, zwischen das Rohr a
und das Mundstück b ein mit dem ersteren sorgfältig
verbundenes Knierohr einschalten, welches unten eine Erweiterung enthält und den
Stoſs des Metalles aufnimmt. Der Boden der Gieſsform h
besteht aus einer 20 bis 30mm starken Platte aus
die Wärme gut leitendem Metalle, z.B. Kupfer. Diese Bodenplatte ruht auf einem
Rahmen d aus Guſseisen, dessen strahlenförmig
angeordnete Rippen ein Durchbiegen derselben verhüten. In der Mitte zwischen den
Rippen kann eine Brause e angebracht werden, welche
während und nach dem Gieſsen ununterbrochen die Formbodenplatte c mit kaltem Wasser bespritzt und dieselbe stark kühlt.
Der Rippenrahmen d ruht auf einer Platte f, welche in der Mitte in ein Rohr übergeht, um das
ausgespritzte Wasser abzuführen. Die ganze Form h mit
dem Untergestelle wird durch ein Kegelräderpaar i in
Drehung gesetzt, während die Brause e stehen
bleibt.
Nachdem die Gieſspfanne g mit Stahl gefüllt und in die
zum Gieſsen erforderliche Lage gebracht ist, wird dieselbe mit dem Rohre ab verbunden und dann so tief eingestellt, daſs das
Mundstück b sich nur einige Centimeter über dem Boden
c der Form befindet. Darauf versetzt man letztere
in Umdrehung, öffnet die Brause e und das Gieſsloch, so
daſs das herausströmende Metall rasch den Boden der Form völlig bedeckt. Dann
verkleinert man allmählich die freie Ausfluſsöffnung der Gieſspfanne, hebt dieselbe
nach und nach, so daſs das Metall bald die Höhe der Ausfluſsöffnung am Mundstücke
b erreicht und das Ausströmen des Stahles somit unmittelbar
auf der Oberfläche des in der Form schon befindlichen Metalles in radialer Richtung
weiterschreitet. Von diesem Augenblicke an hebt man die Gieſspfanne gleichmäſsig mit
dem Steigen des Stahles in der Form hoch und regelt die Ausfluſsmenge derart, daſs
dieselbe auf der Oberfläche in der Form beständig die geeignete Temperatur besitzt.
Dabei kann man je nach der Bestimmung des betreffenden Blockes durch entsprechendes
wagerechtes Verschieben der Pfanne das Metall mehr oder weniger in der Mitte oder am
Rande der Form ausflieſsen lassen. Der Guſs muſs so geleitet werden, daſs das
Schwinden des Metalles in unbehinderter Weise eintreten kann; zu diesem Behufe muſs
das Erkalten möglichst ununterbrochen von unten nach oben hin vor sich gehen. Damit
die in der Mitte befindliche Guſsmasse hierbei nicht zurückbleibt, ist die Brause
vom Rande nach der Mitte hin enger durchlöchert; auſserdem wird die Abkühlung in der
Mitte auch schon dadurch verstärkt, daſs hier die Wasserstrahlen ziemlich senkrecht
auf die Bodenplatte c treffen. Um das Schwinden am
äuſseren Rande zu erleichtern, kann man erforderlichen Falles das Innere der Form
bis zu einer betimmten Höhe mit einer dünnen Schicht einer feuerfesten Masse
auskleiden. Diese Einrichtungen ermöglichen es auch, die sehr lebhafte Erkaltung des
Metalles an der Oberfläche in Folge der Ausstrahlung auszunutzen, da beständig auf
diese durch Ausstrahlung abgekühlte Schicht neue Schichten flüssigen Metalles
ausgebreitet werden.
Da die Ausfluſsmündung des Mundstückes b stets
theilweise in die flüssige Stahlmasse eingetaucht ist, so braucht man nicht die
Bildung von festen Klumpen an derselben zu befürchten und in Folge dessen kann der
Ausguſs sehr langsam vorgenommen werden. Die Ausfluſsöffnung ist auch noch besonders
dadurch gegen Abkühlung geschützt, daſs der Boden des Mundstückes einen Sack bildet,
welcher beständig mit flüssigem Materiale gefüllt ist. Die Drehung der Form kann im
Anfange, bis der Boden derselben mit Stahl bedeckt ist, eine etwas schnellere sein;
doch muſs dieselbe immerhin nur so langsam erfolgen, daſs die Oberfläche der
Guſsmasse möglichst wagerecht und eben bleibt.
Das Verfahren soll sich besonders zur Herstellung von Blöcken
mit groſser Oberfläche eignen. Dieselben werden in diesem Falle ohne
verlorenen Kopf gegossen und enthalten nach dem Erkalten keine Risse. Sie können in
Folge dessen vollständig verwerthet werden. Brustlein
hält derartig gegossene Blöcke besonders zur Herstellung von Panzerplatten, denen man verschieden harte Schichten geben kann, von
Kessel- und Schiffsblechen, Kanonenringen, Radreifen, Eisenbahnrädern u.s.w.
geeignet.
F. A. Herbertz in Köln a. Rh. (* D. R. P. Nr. 29539 vom
9. Mai 1884) leiert einen Kupolofen mit verstellbarem Herde
und veränderlicher Windzuführung. Der Ofenschacht S ist ohne den Herd H mittels der Träger c
an den vier Säulen s freistehend befestigt. Der Schacht besitzt unten eine
ringförmige, nach abwärts geneigte innere Flansche f,
welche dazu dient, die Chamotteausmauerung zu tragen. Ebenso ist eine äuſsere, rund
um den Ofen laufende, aufwärts gerichtete Flansche h
vorhanden, welche eine bessere Luftzuführung bezweckt. Darüber befinden sich eine
Reihe kleiner, runder Luftzuströmungsöffnungen i,
welche je nach Bedarf geöffnet und geschlossen werden können. Die eigentliche
Windzuführung besorgt ein Strahlgebläse t im
Abzugsschlote r, welches von einem Dampfkessel gespeist
wird, eine Einrichtung, welche Herbertz schon früher
patentirt wurde (vgl. 1884 252 527). Der Ofenschacht
erhält oben einen doppelt verschlieſsbaren Füllkasten k, damit während der Beschickung keine äuſsere Luft einströmen kann.
Der verstellbare Herd H ist so angeordnet, daſs derselbe
an den Säulen s mittels der Führungsstücke p unter dem Ofenschachte S
auf- und abbewegt werden kann. Der Boden des Herdes ist deshalb durch das
Zahnstangengetriebe z beliebig zu stellen. Der Herd H besitzt oben, wie der Ofenschacht S unten, die innere und äuſsere Flansche f1 bezieh. h1. Wird nun der Herd
in bestimmter Höhe festgestellt, so bilden die parallelen Flanschen f und f1 je nach Erforderniſs eine gröſsere oder kleinere
ringförmige Lufteinströmungsöffnung o, welche auch
während des Betriebes beliebig geregelt werden kann.
Nach Mittheilungen des Erfinders an die Eisenzeitung,
1885 S. 90 kann man in diesem Ofen die geringste Luxemburger Roheisensorte noch zu
gut bearbeitbarem Gusse verschmelzen, welcher zur Herstellung land-wirtschaftlicher
Maschinen benutzt wird. Bei Oefen mit 1000k
Leistung in der Stunde ist ein Dampfstrahlgebläse, bei
Oefen mit gröſserer Leistung sind deren zwei von 9mm Weite vorhanden. Dieselben gebrauchen in der
Stunde Dampf von 140l Wasser unter einem Drucke
von 4at,5, so daſs zur Erzeugung derselben ein
Dampfkessel von 7qm Heizfläche erforderlich ist.
Derselbe bedarf 1 Procent der Kohlen, welche der Ofen verzehrt. Zum Anwärmen des
Ofens sind 300k Kokes nothwendig, welche 2 Stunden
bei gewöhnlichem Zuge brennen. Dann kommen nach dem Anlassen des Gebläses 750k halb Masseln, halb Bruch, 30k Kokes und 500k
Eisen mit 4 Proc. Kalkstein. Bei der regelmäſsigen Beschickung kommen auf 500k Eisen 30 bis 35k Kokes.
Einen neuartigen Eisenschmelzofen bringt neuerdings H. Krigar in Hannover in Vorschlag. Nach der sehr kurz
gehaltenen Patentschrift (* D. R. P. Kl. 31 Nr. 29584 vom 28. December 1883) besitzt
dieser in Fig.
1 bis 4 Taf. 27 dargestellte Ofen ein hohes cylindrisches Gestell y mit zwei sich einander gegenüber liegenden
Erweiterungen x. Dieselben besitzen Thüren mit
Schaulöchern. Ueber den Erweiterungen x liegt der
Windkasten, von welchem stark stechende Düsen e in das
Gestell münden. Der Schacht v ist ebenfalls cylindrisch
und geht mittels zweier Kegelflächen in das Gestell y
und den Gichtcylinder a über; letzterer ist ein dünner Mantel, welcher
den ringförmigen freien Raum b begrenzt, so daſs
derselbe mit dem Ofenschachte nur durch die Oeffnungen w in Verbindung steht. Die Gicht wird von einer einfachen Glocke mit
Sandverschluſs überdeckt. Vom Herde führt das Loch g zu
dem seitlich vorgestellten Sammelbehälter h, welcher
mit dem Abstiche p und einer Schauöffnung q versehen ist, sowie mit dem schrägen Vorwärmherde i und dem Fuchskanale o in
Verbindung steht. Die Gichtgase werden aus dem Räume b
durch das Rohr k in die Decke des Sammelbehälters h geführt und hier mittels eines Dampf- oder
Luftstrahlgebläses l in den Sammelraum h und über den Vorwärmherd i gedrückt. Wird ein Dampfstrahlgebläse l
benutzt, so müssen im Rohre k besondere
Luftzutrittsöffnungen verhanden sein, um eine Verbrennung der Gase zu ermöglichen.
Die Abgase entweichen durch den Fuchskanal o. Hiernach
wird also das Roheisen im Schachte v niedergeschmolzen,
um langsam durch die Oeffnung g in den Sammelbehälter
h zu flieſsen. Ein Durchblasen des Windes durch die
Oeffnung g ist dabei ausgeschlossen, da dieselbe von
Eisen bedeckt sein wird. Gleichzeitig gelangen die Gichtgase auf dem angegebenen
Wege nach h und wärmen den Sammelraum vor, ebenso
etwaige Eisenabfälle, welche auf die Herdsohle i durch
die Thür n eingebracht werden können.
Bei einigen Rillenschienen-Walzwerken bisheriger
Construction findet das Einwalzen der Rille in den Schienenkopf durch eine in das
Fertigkaliber hineinragende Rolle statt (vgl. 1880 238 *
23. * 197), welche, einfach durch Reibung mitgenommen, sehr rasch sich abnutzt, weil
die Rolle verhältniſsmäſsig klein gewählt werden muſs. Bei anderen Constructionen
benutzt man eine senkrechte, treibende Rillenwalze für das Einwalzen der Kopfrille
in Verbindung mit zwei wagerechten Führungswalzen, welche das Kaliber der Fertig
walzen haben und an den Enden der Walzen eines gewöhnlichen Walzengerüstes sitzen.
In diesem Falle stützt sich der Schienenfuſs auf einen vortretenden Rand der einen
Walze; es entsteht somit eine ganz bedeutende Reibung und Abnutzung des Kalibers;
ferner muſs der Druck beim Einwalzen der Kopfrille von den Magern in achsialer
Richtung aufgenommen werden, was unvortheilhaft ist.
Zur Vermeidung dieser Uebelstände benutzt die Gesellschaft
für Stahlindustrie zu Bochum in Bochum (* D. R. P. Nr. 29977 vom 20. April
1884) eine angetriebene cylindrische Unterwalze A (Fig. 6 Taf. 27)
und eine angetriebene profilirte Oberwalze B, während
abweichend von den bekannten Einrichtungen zwei seitliche Führungsrollen C mit dem Fertigkaliber versehen werden, um beim
Einwalzen der Kopfrillen das Zusammenstauchen des Steges zu verhindern. Sämmtliche
Walzen sind in einem besonderen Ständer angeordnet und bilden somit ein
Fertigwalzwerk für sich, welches zum Einwalzen der Rille benutzt wird, nachdem die
Schiene in einem gewöhnlichen Kaliberwalzwerke auf die ungefähre Form vorgewalzt
worden ist.
Beide Walzen A und B, von
welchen die obere mit Rand a zum Einwalzen der Rille
versehen ist, während an die untere glatte Walze A der
Schienenfuſs sich anlegt, werden direkt angetrieben. Die zur seitlichen Führung der
Schiene dienenden Vertikalwalzen C umfassen die
wagerechten Arbeitswalzen A und B seitlich. Die Lager der letzteren sind wie beim gewöhnlichen
Walzenständer in Einbaustücken e befestigt, während die
Lager der Walzen C in Rahmen D liegen, die durch je 4 Zugschrauben mit dem Ständer G verbunden sind. Keilstücke zwischen e und D dienen in
Gemeinschaft mit den Stellschrauben s dazu, sowohl die
Führungswalzen C, als auch die Oberwalze B zu der Unterwalze A
passend einzustellen. Beim Einwalzen der Rille werden die Führungswalzen C durch Reibung an der Schiene mitgenommen.
Tafeln