| Titel: | Kreutzberger's Nasenbolzen-Fräsmaschine. |
| Autor: | Pregél |
| Fundstelle: | Band 270, Jahrgang 1888, S. 73 |
| Download: | XML |
Kreutzberger's Nasenbolzen-Fräsmaschine.
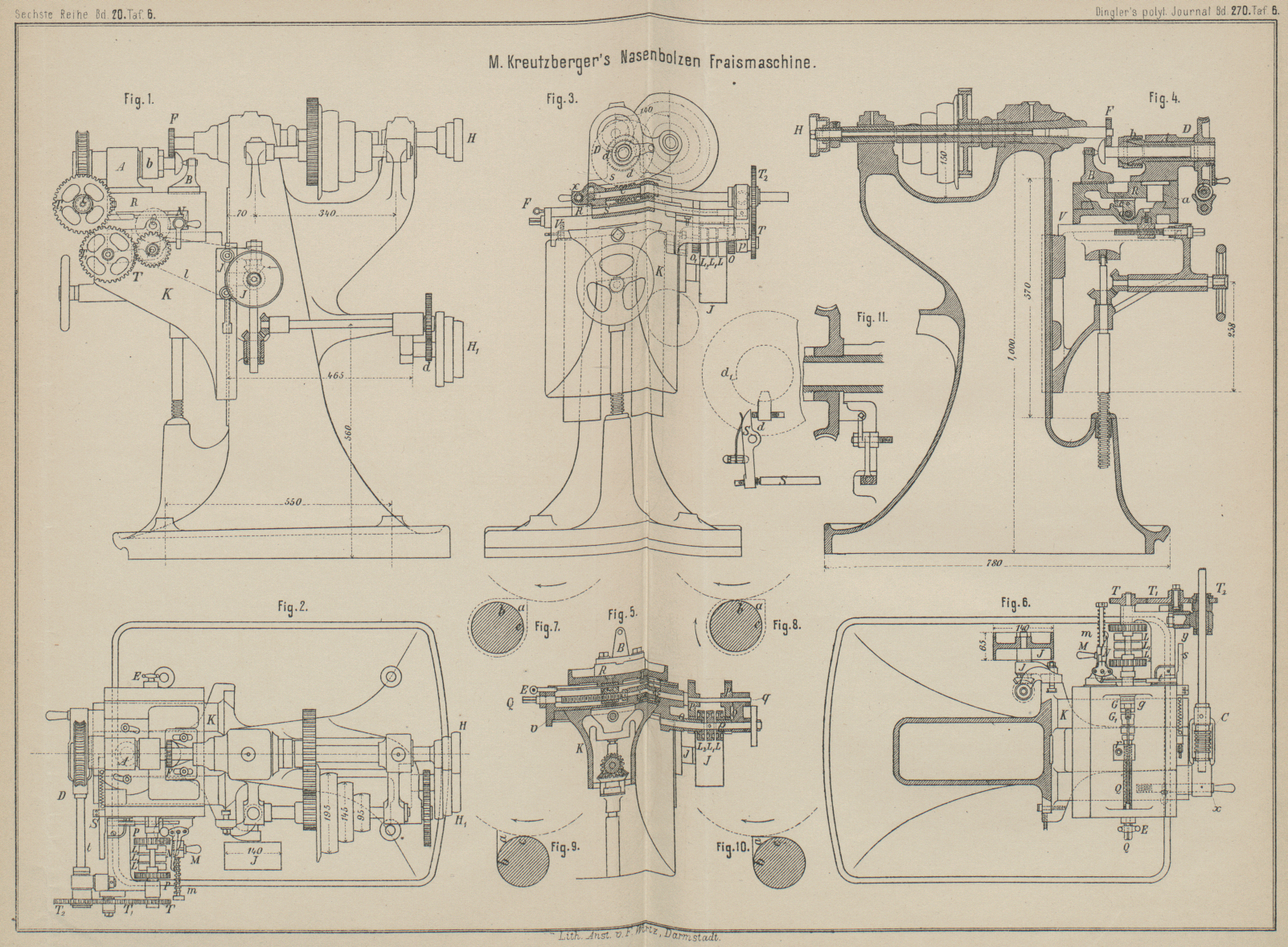
Mit Abbildungen auf Tafel
6.
Kreutzberger's Nasenbolzen-Fräsmaschine.
Eine sinnreiche Maschine, mit welcher die Nasentheile der Schraubenbolzen selbsthätig
bearbeitet werden, ist von dem bekannten französischen Ingenieur für die
Artilleriewerkstätten in Puteaux ausgeführt worden.
Dieselbe besteht nach Revue generale des Machines-outils,
1888 Bd. 2 Nr. 4 S. 25, aus der Standsäule mit angegossenen
Spindellagern, dem Tischwinkel K mit dem Lang- und
Querschlitten V und R, dem
Reitstock B und der Einspannvorrichtung A und b, sowie den
Antriebstheilen für die Steuerung, welche hier hauptsächlich besprochen werden
sollen. Doch dürfte vorher eine kurze Schilderung des Arbeitsvorganges
zweckentsprechend sein.
Nachdem der Bolzen mit der angeschmiedeten Nase bac
(Fig. 7)
an die Fräse F angestellt ist, bewegt sich derselbe
geradlinig nach rechts, gelangt in die Stellung (Fig. 8), in welcher die
geradlinige Fortschiebung endet, dafür aber eine Achsendrehung des Bolzens eintritt,
welche ¾ des vollen Umfanges ausmacht, alsdann (Fig. 9) aufhört und wieder
die früher unterbrochene und nach rechts gerichtete geradlinige Fortschiebung bis
zur Vollendung (Fig. 10) fortgesetzt wird, wobei durch Auslösungstheile diese Bewegung
zum Abschlusse gebracht, d.h. der wirksame Selbstgang abgestellt wird.
Das Ausspannen des Bolzens nach vollendeter Bearbeitung erfolgt in der Weise, daſs
ein Schieſsenstift x (Fig. 3 und 6 Taf. 6) herausgezogen,
dadurch das um y drehbare Schneckenlager C gesenkt, hiermit die Schnecke C auſser Eingriff mit dem Schneckenrade D
gesetzt ist. Wird nun der Reitstock B etwas
zurückgestellt, so kann die Einspannvorrichtung A um
ihren Zapfen a (Fig. 4) gedreht werden,
wodurch in dieser Schräglage das Herausnehmen, sowie das Einsetzen eines Bolzens
ohne Schwierigkeiten vor sich gehen kann.
Ist mittels der Bewegungsspindel Q (Fig. 5) der Oberschlitten
R und hierdurch der zu bearbeitende Bolzen an das
Fräser Werkzeug angestellt, so wird mittels der Zugstange E die Zahnkuppelungsmuffe G an G1 geschoben, hierdurch
aber die Kuppelung der Spindel Q mit der in derselben
Richtung gelagerten Antriebswelle Q1 herbeigeführt. Sobald dies geschehen, erfolgt die
selbsthätige Verschiebung des Querschlittens R durch
Vermittelung der Spindelmutter r im Rechtsgange, sofern
die Riemengabel M vorgestellt ist, während die
Linksbewegung bei vorgerückter Kuppelung G nur durch
Hand erfolgt.
Der Selbstgang wird von der Fräserspindel, durch Vermittelung zweier Stufenscheiben
H und H1 und eines ins Langsame übersetzenden
Stirnräderpaares auf eine stehende Welle abgeleitet, welche am Tischwinkel K lagernd, mittels Winkelräder eine breite
Riemenscheibe J treibt, von welcher ein Riemen l abwechselnd auf eine der drei Scheiben L, L1 und L2 läuft. Um die
Riemenspannung regeln zu können, ist dieses Scheibenlager J am Tischwinkel K stellbar, während sich bei
erforderlichen Höhenverstellungen des Tischwinkels K
die stehende Seitenwelle durch die Hülse des unteren, am Säulenfuſse festgelagerten
Winkelrades schiebt.
Die auf der Zwischenwelle p aufgekeilte mittlere Scheibe
L1 treibt durch
Vermittelung der Stirnräder T, T1 und T2 die Schnecke C und
hierdurch das auf der hohlen Einspannbüchse befestigte Schneckenrad D, in welcher das Werkstück eingeschoben und mittels
einer kegelförmigen Klemmbüchse b eingespannt ist.
Läuft daher der Riemen l auf die mittlere Scheibe L1 auf, so entsteht
jene kreisende Bewegung des Werkstückes, durch welche die Bearbeitung des
cylindrischen Bolzentheiles von b nach c (Fig. 9) ermöglicht
wird.
Mit den auf der Welle p lose laufenden Riemenscheiben
L und L2 sind Getriebe O und
O1 verbunden,
welche mit den Rädern P und P1 in Eingriff stehen, die auf dem
Spindeltheile Q1
aufgekeilt sind. Ist daher der Riemen l auf eine dieser
beiden Scheiben L oder L2 geführt, so wird bei eingerückter
Klauenkuppelung G die Rechtsverschiebung des
Querschlittens R eintreten und demgemäſs die
Nasenflanke ab (Fig. 7) und später jene
von ca (Fig. 10) bearbeitet.
Der Arbeitsgang wird aber in der Weise durchgeführt, daſs der Riemen l mittels einer Riemengabel M zuerst auf L, dann auf L1 und später auf L2 absatzweise
übergeführt wird, so daſs die einzelnen Arbeitsabschnitte unmittelbar auf einander
folgen.
Bei Beginn der Arbeit wird die auf einem festen Stifte gleitende Riemengabel M (Fig. 2 und 6) vorgeschoben, dadurch
aber eine Spiralfeder m gespannt, welche die
Riemengabel M stets nach einwärts treibt, während eine
schwingende Klinke N dieselbe zurückhält. Die
Ausschwingungen dieser Klinke N werden durch einen
Querstab t begrenzt, welcher mit dem einen Ende an die
Nase von N drückt, mit dem anderen aber sich auf eine am
Querschlitten R geführte Staffelschiene S derart stützt, daſs vermöge deren Absätze die
Stellungen des Querstabes t bedingt werden.
Wenn nun gegen Ende der ersten Rechtsbewegung des Querschlittens R der Riemen l von L auf L1 geschoben wird, weil der erste ansteigende Absatz
von S die Klinke vorgedreht hat, so tritt die
vorbeschriebene kreisende Bewegung des Werkstückes ein, die während einer vollen
¾-Umdrehung andauert.
Damit aber am Ende dieser Drehbewegung und bei ruhendem Querschlitten R die Riemenverschiebung ermöglicht, der Riemen l von L1 auf L2 verlegt werde, ist die in Fig. 11 dargestellte
Vorrichtung vorgesehen.
An der Nabe des Schneckenrades D ist ein Stellstift d angebracht, welcher vor beendeter ¾-Drehung an einen
Hebel s anschlägt, an dem die Staffelschiene S angehängt ist, so zwar, daſs dadurch der zweite
ansteigende Absatz derselben an den Querstab t
herantritt, diesen zurückstellt, die Klinke N
zurückdreht, wodurch die ausgelöste Riemengabel M durch
die Federkraft m vollends zurückgeschoben und dadurch
der Riemen von L1 auf
L2 geworfen
wird.
Der zweite Theil der Rechtsbewegung des Querschlittens dauert so lange an, bis nach
beendeter Nasenflanke ca (Fig. 9 und 10) ein Anschlagklötzchen
u im Querschlitten R
(Fig. 5)
an die Klauenkuppelung G tritt und die Auslösung
bezieh. den Stillstand des Selbstganges herbeiführt.
Die Angabe einiger Hauptabmessungen dieser Maschine dürfte nicht
unwillkommen sein. (Alles in Millimeter.)
Antriebsstufenscheibe 195, 145,
95 Durchmesser
Uebersetzung der Antriebsräder 80
: 30
Steuerungsscheibe
H 60, 80, 100
„
H1 180 160, 140
Uebersetzungsräder 72 : 24
Riemenscheibe J 140 Durchmesser, 65 Breite
Riemenscheiben L, L1 und L2 70
Durchmesser
Räder T2 und T für die Runddrehung 80 : 30
Steigung der Bewegungsspindel Q 4
Schnecke C hat dreifaches Gewinde und 18 Steigung
Schneckenrad D 81 Zähne
Leistung einer Maschine 20 Bolzen
stündlich.
Pregél.
Tafeln